Lançamentos da Controil para a reposição em cilindros de roda, cilindros-mestre e reparos de pinça são para Kwid, Logan e Sandero
A Controil, fabricante especializada em componentes para o sistema de freios hidráulicos, apresenta novos produtos para o mercado de reposição. Os lançamentos são cilindros de roda, código C-3434, e cilindro-mestre duplo 19,05 mm, código C-2217 para o Kwid, equipando os modelos 2017/2020 com o primeiro item e os 2017/2022 no caso do segundo. Também há reparo de vedação da pinça dianteira 48 mm de referência C-1504 para Logan e Sandero modelos 2014, 2016 e 2017, com aplicação C-1504.
Componente do sistema hidráulico de freio, a pinça é responsável pelo acionamento dos freios dianteiros através do atrito entre as pastilhas e o disco de freio, enquanto o cilindro de roda aciona as sapatas de freio através do movimento de seus pistões. Nesse momento, ocorre o atrito entre as sapatas e o tambor de freio. Já o cilindro mestre gera e controla toda a pressão hidráulica necessária para o controle desses movimentos.
Foram mais de 28 milhões de litros coletados em 2021. Entretanto, estima-se que outros 5,4 milhões sejam descartados indevidamente
A Lwart aumentou a coleta de óleo lubrificante usado (OLUC) em Santa Catarina com o novo centro de coleta em Biguaçu. Atualmente, o volume coletado representa 5,1% do total de OLUC coletado no País e, somente em 2021, foram 28,6 milhões de litros de OLUC coletados e levados para o “rerrefino”, de acordo com dados do SIMP (Sistema de Informações de Movimentação de Produtos), vinculado à ANP (Agência Nacional do Petróleo, Gás Natural e Biocombustíveis). Por outro lado, há um desafio para aumentar esse volume, pois estima-se que 5,4 milhões de OLUC sejam descartados de forma incorreta.
Segundo a empresa, caso seja descartado de forma irregular, o óleo lubrificante usado ou contaminado é um resíduo altamente perigoso à saúde e ao meio ambiente. Um único litro de OLUC é capaz de contaminar um milhão de litros de água. Eles são utilizados principalmente no setor automotivo, além de máquinas e equipamentos industriais.
Durante o uso, os aditivos que o compõe se degradam, perdem suas funções e desempenho, tornando-se contaminado. Por isso, a coleta e o “rerrefino” desse óleo contribui diretamente para o crescimento sustentável e evita a contaminação de recursos naturais.
A legislação brasileira determina que todo OLUC deve ser coletado e destinado para a reciclagem por meio do “rerrefino” e proíbe o uso do resíduo como combustível, destinação para queima ou para quaisquer outros fins.
No Estado de Santa Catarina, o trato com resíduos sólidos segue a regra geral: além de orientar os geradores quanto à correta destinação e armazenamento, é necessário avaliar novas ferramentas de controle e fiscalização.
Em 2021, foram coletados no Brasil mais de 565 milhões de litros de óleo lubrificante usado em diferentes fontes geradoras, como postos de combustíveis, oficinas, concessionárias e indústrias nos mais variados setores – do agronegócio à mineração.
Qual o destino correto de todo esse óleo?
O óleo lubrificante é composto por uma grande parcela de óleo mineral, que recebe aditivos para melhorar seu desempenho. Este óleo mineral presente na sua composição não se degrada durante o uso nas máquinas e motores. Por isso é possível – por meio do processo de “rerrefino” –, separar o óleo mineral contido no óleo lubrificante usado dos demais componentes, como água, aditivos degradados e outros tipos de óleo e combustíveis.
Lubrificante atende transmissões manuais e automatizadas para veículos pesados
Já consagrado no mercado mundial, o ZF Ecofluid M agora possui rótulo próprio. O óleo tem aplicação em transmissões manuais e automatizadas de veículos pesados contidas nas normas ZF TE-ML01, TE-ML02 E TE-ML16. Segundo a empresa, o lubrificante e pode ser utilizado em uma vasta gama de produtos ZF, bem como em transmissões multimarcas.
Premiação destaca os fornecedores que atendem ou superam os critérios de qualidade e desempenho da montadora
A Monroe Axios, fabricante de componentes para suspensão de veículos, recebeu pela sexta vez consecutiva o “Supplier Quality Excellence Award”, prêmio anual de Excelência em Qualidade de Fornecedores da General Motors, por seu desempenho de entrega em 2021.
“Este prêmio GM evidencia mais uma vez o quanto nossa equipe está comprometida em garantir o mais alto padrão de qualidade exigida pelo setor automobilístico, seja para montadoras ou para o mercado de reposição”, destaca Ivan Furuya, diretor de vendas e marketing do grupo Tenneco.
Rocco Ambrosecchia, gerente da fábrica de Cotia do grupo Tenneco, reforça: “A satisfação do cliente é o que nos move e estamos felizes com a chance de produzir e desenvolver produtos que estejam em conformidade com padrões GM”.
A Monroe Axios é responsável por fornecer 37 peças diferentes para a montadora.
Confira os procedimentos de diagnóstico do sistema de arrefecimento, análise dos componentes e a substituição da válvula termostática, além do seu alojamento no Volkswagen Gol G4 2006 com motor 1.0 8v EA111
texto Vitor Lima | fotos Fernando Lalli & Lucas Porto
A válvula termostática é um componente que faz parte do sistema de arrefecimento do veículo e possui a função de garantir que a temperatura do motor esteja na faixa adequada de trabalho.
Para que a temperatura do motor respeite os limites máximos de trabalho projetados pelo fabricante, a válvula termostática faz o controle do fluxo do líquido que circula no sistema de arrefecimento entre o radiador e o motor.
Ao acionar o motor do veículo – como o mesmo ainda está em temperatura ambiente – a fim de que a sua temperatura de trabalho ideal seja alcançada, a válvula termostática permanece fechada. Dessa maneira, o fluxo do líquido circulante no sistema é bloqueado nas galerias do motor, uma vez que o lubrificante absorva mais calor que é emitido pela câmara de combustão e realize a troca térmica com o líquido de arrefecimento.
A abertura da válvula é gradativa, conforme o motor atinja a temperatura ambiente de trabalho determinada pela montadora. Isso permite que o líquido de arrefecimento localizado no radiador siga seu fluxo, comece o processo de troca dos fluidos e, literalmente, controle a temperatura do lubrificante em circulação no motor.
Vale ressaltar que, dentro de uma mesma linha de motores, uma mesma fabricante pode apresentar projetos de alojamentos (cúpulas de válvulas termostáticas) diferentes, pois, dependendo da região global que o veículo é comercializado, pode haver diferenças como a utilização de mais de um sensor acoplado à cúpula para medição dos parâmetros de temperatura do fluído.
É o caso do Volkswagen Gol G4 1.0 8v 2006. O modelo foi vendido no mercado não só com motor transversal como também em versões de trem de força longitudinal, como a unidade desta reportagem, reparada pelo técnico proprietário da Mingau Automobilística, Edson Roberto de Ávila, o “Mingau”, com a assistência do Consultor Técnico da Indústria Iguaçu, Igor Barros.
CUIDADO COM O USO INDEVIDO DE SILICONE (VEDADOR SEMISECATIVO)
Durante o processo de remoção dos componentes do VW Gol G4 desta reportagem, foi constatado o uso excessivo de silicone para vedação de conexões da tubulação de acoplamento das mangueiras como também no assentamento da cúpula da válvula termostática com o cabeçote do motor. A principal consequência desse procedimento errôneo é a perda da própria capacidade de vedação dos componentes, que pode comprometer o bom funcionamento inclusive da válvula termostática.
Segundo Mingau, o assentamento entre válvula e cabeçote apresentava corrosão galvânica provocada pelo excesso de água no fluido de arrefecimento combinado ao oxigênio que entrava lentamente no sistema devido à ausência de vedação provocada pelo uso de silicone. “O silicone cria uma camada, e ela não permite com que o anel de vedação cumpra com a sua função”, apontou o técnico. “O anel de vedação, não cumprindo com a sua função, com o tempo, ele permite que o oxigênio interfira e adentre na parte de vedação, produzindo uma reação química e trazendo essa corrosão galvânica”, conclui Mingau. O veículo havia passado por uma revisão no sistema de arrefecimento anteriormente e rodou apenas 10 mil km desde então.
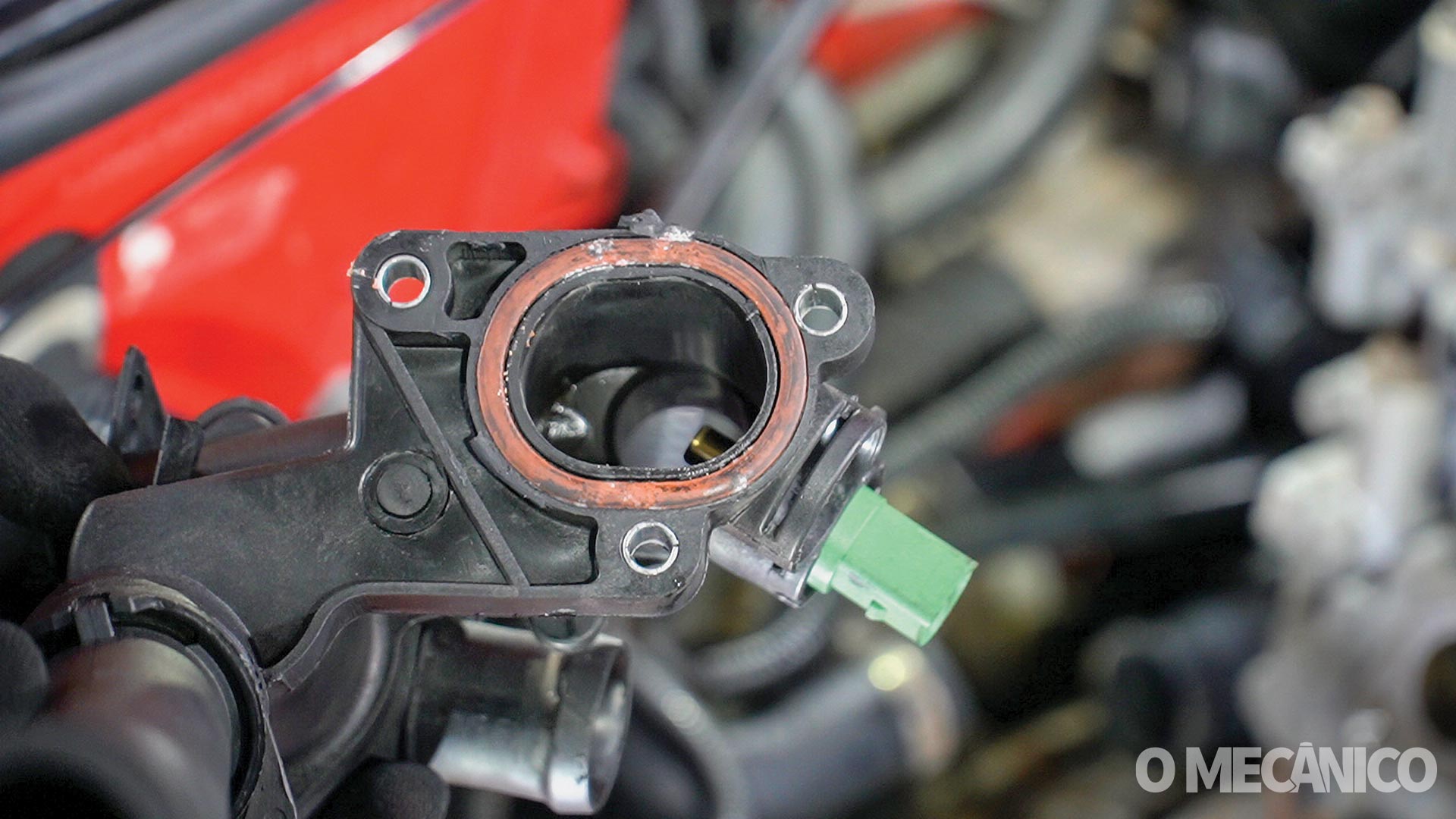
O consultor técnico da Indústria Iguaçu, Igor Barros, também alerta que, além de ser aplicado em uma região indevida, pedaços do silicone se desprenderam e foram parar no alojamento da válvula termostática. “Muitos desconhecem essa informação, mas a válvula termostática tem uma abertura de 12 milímetros. O excesso de silicone muitas vezes ultrapassa essa abertura da válvula, causando uma obstrução. O que era solução vira um problema. Esse excesso (foto ao lado) pode parar também dentro do radiador, não só afetando a válvula termostática como todo o sistema de arrefecimento”, conclui.
Outro passo importante para o sucesso do procedimento nesse motor 1.0 EA111 da Volkswagen é a remoção do coletor do sistema de admissão. Embora ele não faça parte do sistema de arrefecimento, sua localização implica na correta remoção e instalação do conjunto, onde a tubulação é instalada na parte traseira da bomba de circulação do líquido de arrefecimento.
“A remoção do coletor é para facilitar o acesso visual de maneira clara o procedimento que você está fazendo”, comenta Igor Barros da Iguaçu, sobre a montagem do tubo que faz a conexão entre a cúpula da válvula termostática e a bomba de circulação do líquido de arrefecimento. Ele explica: “quando você tem o coletor instalado, ele limita a visão correta do procedimento. Ao fazer a instalação do tubo na parte traseira da bomba muitos profissionais não retirando o coletor, instalam o tubo e a consequência é a má instalação do anel de vedação, ocasionando o vazamento.”
Diagnóstico do sistema de arrefecimento
1) Com o capô aberto, retire a tampa do vaso expansor (1a). Após, é possível verificar se há existência de bolhas no de ar no líquido de arrefecimento (1b).
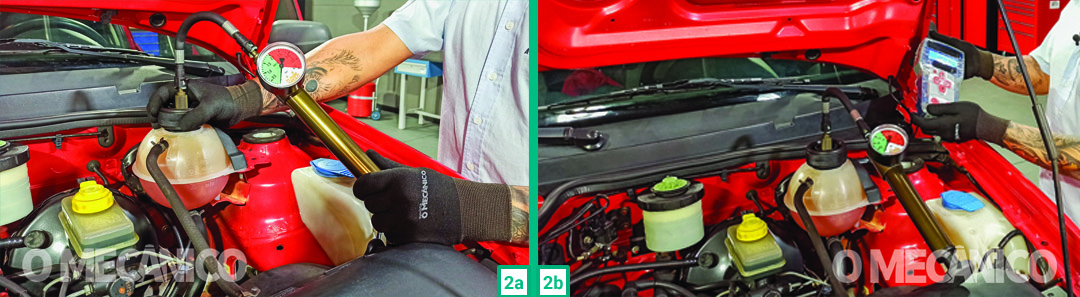
2) Utilize um manômetro para o teste de pressão do sistema de arrefecimento (2a), juntamente com um equipamento de diagnóstico como, por exemplo um scanner (2b) e um termômetro a laser.
3) Não pressurize o sistema! Ligue o motor do veículo e faça o monitoramento do sistema de arrefecimento até o momento em que o sistema de ventilação forçada entrar em operação. Após o sistema de ventilação entrar em funcionamento, verifique se o valor de pressão está compatível com a temperatura apresentada no equipamento de diagnóstico que realize esta leitura.
4) Para analisar o fluido do sistema de arrefecimento, uma ferramenta que pode facilitar em um simples diagnóstico é o refratômetro. Este tipo de ferramenta adianta um problema existente com o sistema de arrefecimento causado pela falta de aditivo na mistura. O equipamento é necessário para indicar se a diluição entre água desmineralizada e o aditivo estão em proporções corretas. Utilize uma pipeta para retirar uma pequena amostra do líquido de arrefecimento (4a). Coloque a amostra no prisma de análise do refratômetro (4b) e (4c).
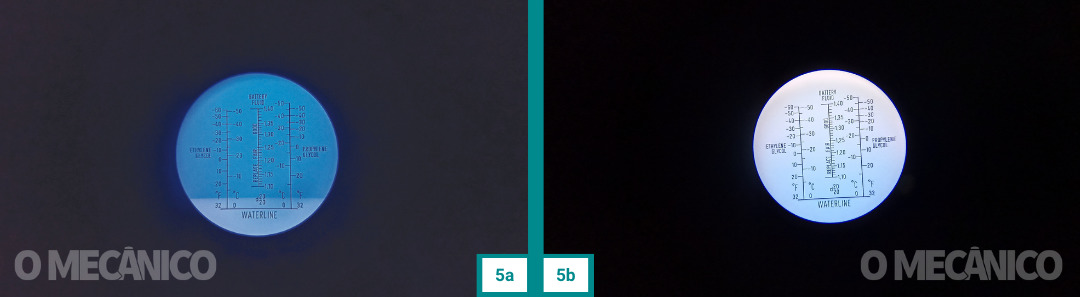
5) Observem como está a composição da amostra do líquido de arrefecimento com o refratômetro. A imagem apresenta colorações diferentes em azul e um tom mais claro (5a). A coloração mais clara indica a quantidade de monoetilenoglicol (aditivo) existente na mistura. A imagem (5b) mostra o monoetilenoglicol puro, sem diluição com a água desmineralizada. A dilução correta que deve ser observada no refratômetro para este véiculo é de 40% de aditivo e 60% de água desmineralizada.
Remoção da cúpula da válvula termostática
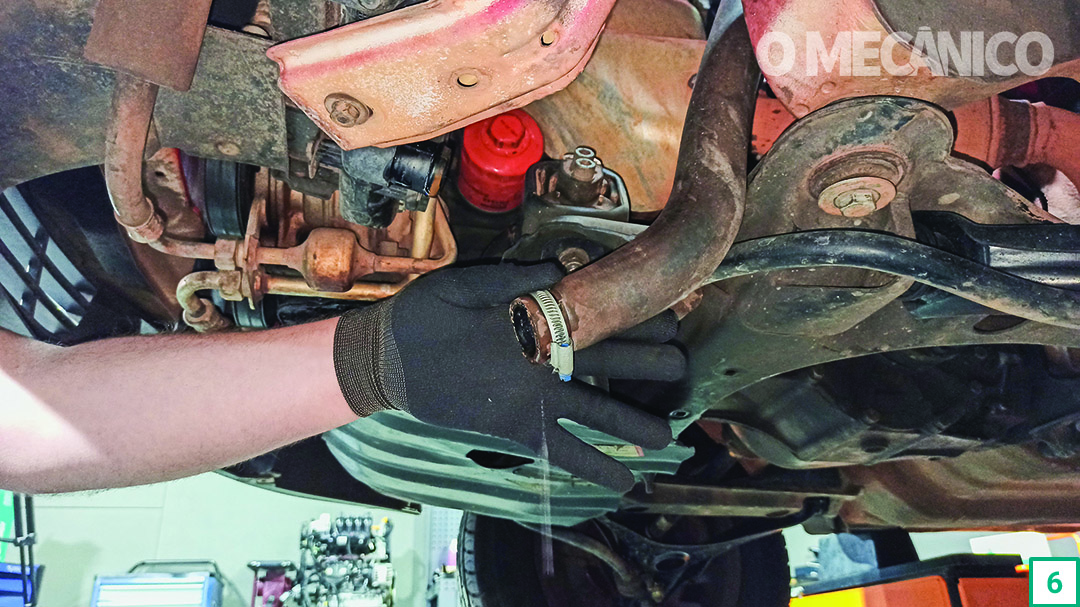
6) Eleve o veículo para ter acesso a mangueira inferior do radiador, solte sua abraçadeira e efetue o escoamento do líquido de arrefecimento.
7) Na parte superior do motor, retire a mangueira que é acoplada com o sistema do filtro de ar. Remova a caixa do filtro.
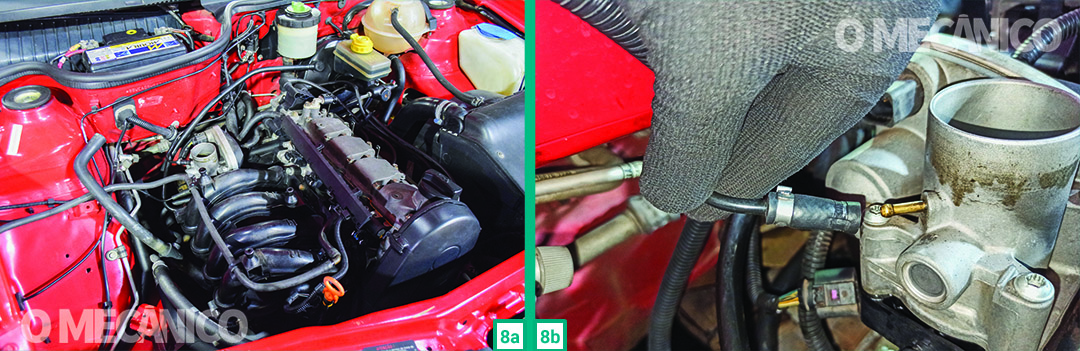
8) Remova todos os pontos que são fixados ao coletor do sistema de admissão (8a). Comece pela mangueira de combustível, retire a mangueira do sistema de partida a frio (8b).
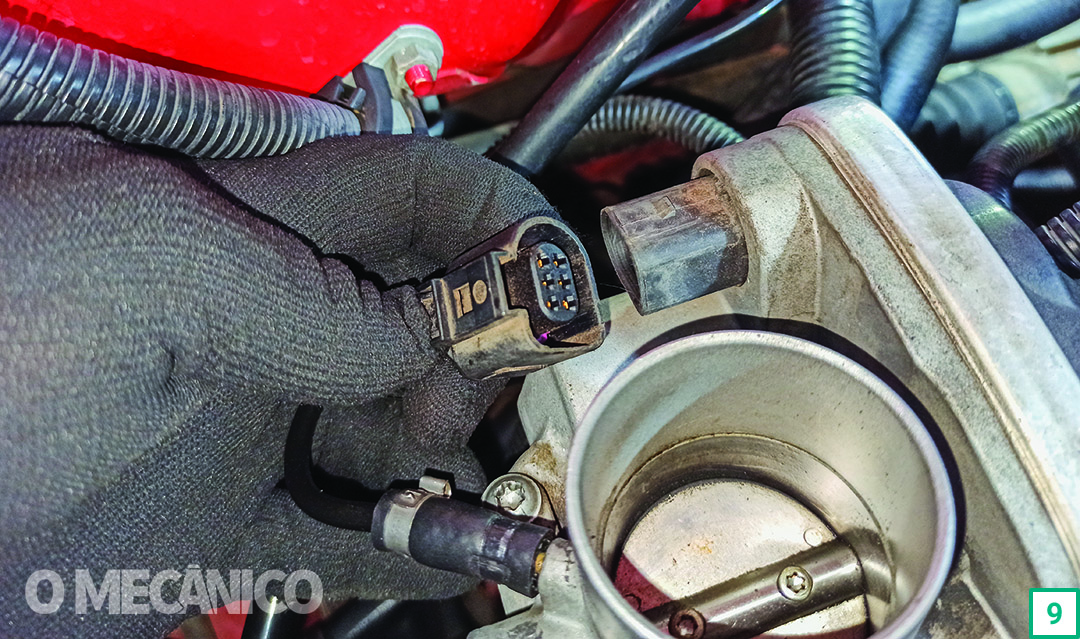
9) Retire o conector elétrico do corpo de aceleração.
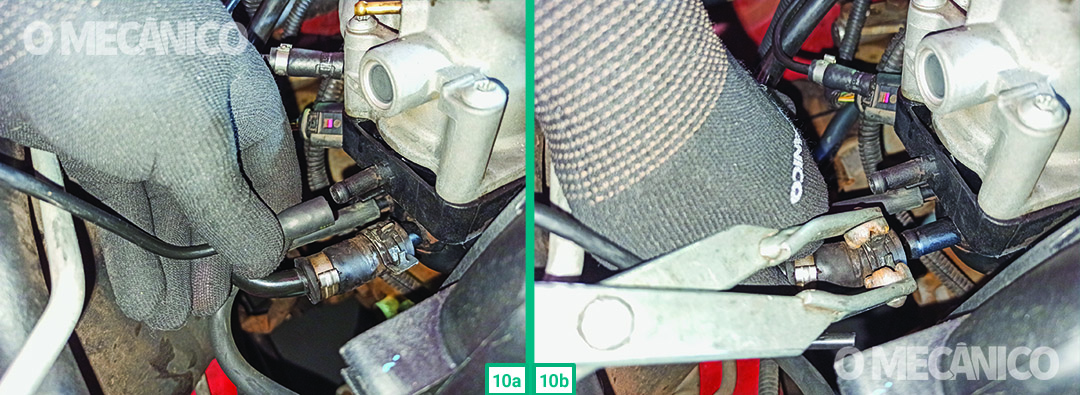
10) Na sequência, faça a remoção da mangueira dedicada a recirculação dos gases do reservatório de combustível (10a), utilize um alicate especial para afrouxar a abraçadeira elástica e desconectar a mangueira do servo freio (10b).
11) Ao lado do coletor do sistema de admissão, faça a remoção do conector do sensor de depressão.
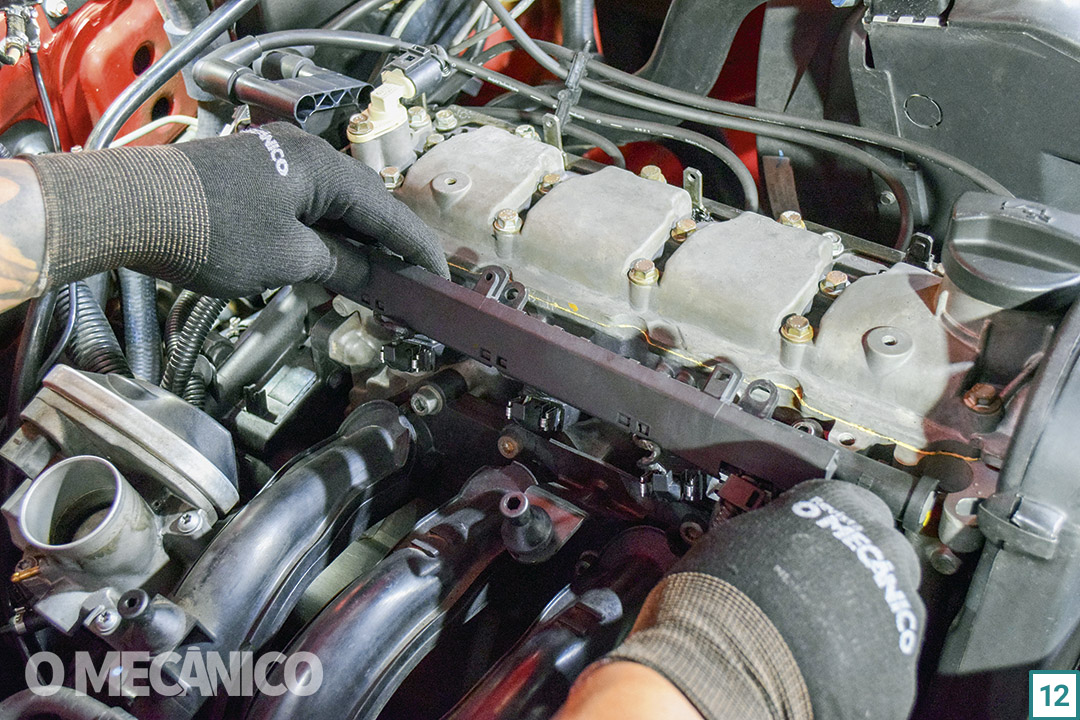
12) Para ter mais espaço de trabalho no procedimento, faça a remoção do suporte que contém as conexões elétricas destinada aos eletroinjetores.
Obs: Tenha cuidado ao retirar as travas do suporte, pois devido ao seu tamanho pequeno, é possível perdê-la com facilidade.
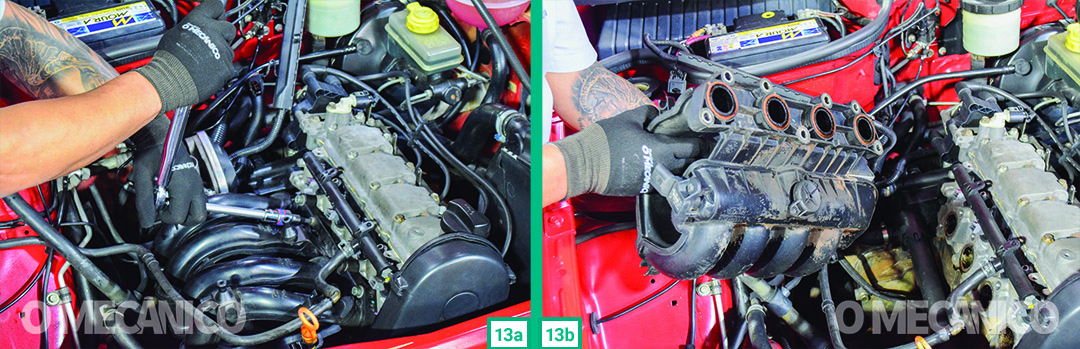
13) Agora, com o acesso aos parafusos do coletor do sistema de admissão, faça a retirada deles utilizando uma chave Allen 6 (13a) e o remova por completo(13b).
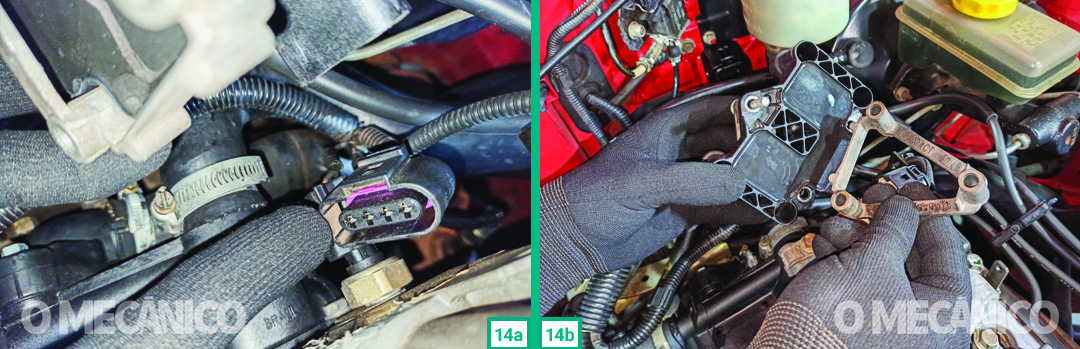
14) Retire o conector elétrico da bobina do sistema de ignição (14a). Em seguida, solte os parafusos da bobina com auxílio da chave Allen 5 (14b).
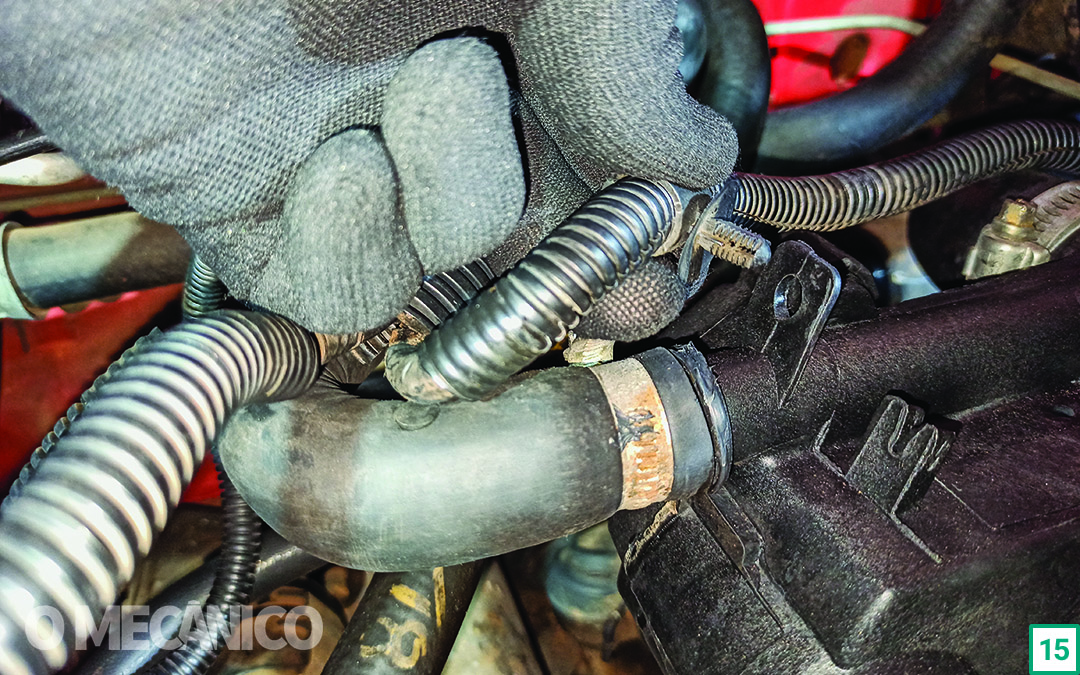
15) Para ter acesso as mangueiras do sistema de arrefecimento, faça a remoção do suporte do chicote elétrico.
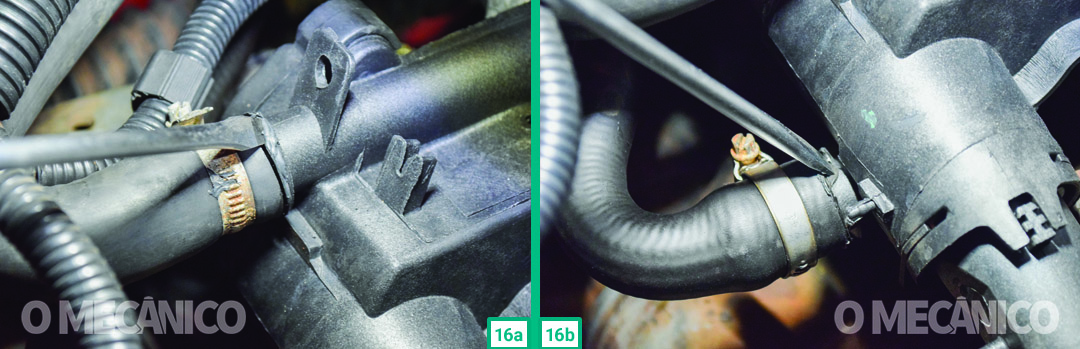
16) Ao analisar as mangueiras laterais do sistema de arrefecimento, foi observado a utilização de silicone (vedador semissecativo) como elemento vedante em sua conexão (16a) e (16b). O técnico, Mingau, adverte sobre a anulação da garantia caso as mangueiras apresentem algum problema: “Se ocorrer alguma deficiência em um componente desse, isso não vai beneficiar no processo de garantia. Possivelmente, o profissional vai ter que arcar com a responsabilidade da instalação”, conclui Mingau.
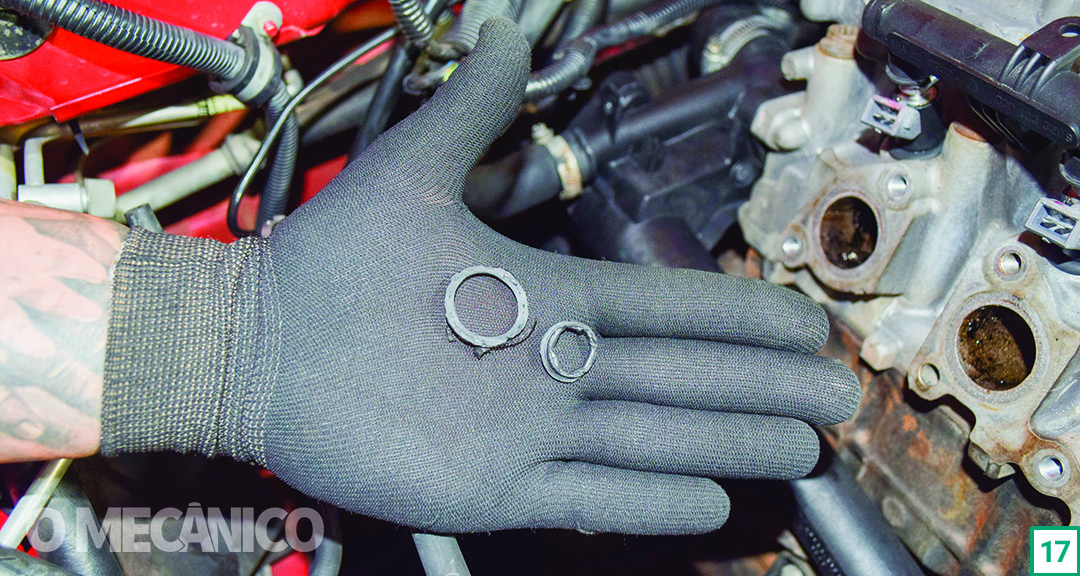
17) Após a retirada das conexões, Mingau faz um alerta com resquícios do silicone em sua mão, sobre o funcionamento do sistema de arrefecimento devido a utilização do vedante em local inapropriado: “Essa vedação estava na parte interna do tubo, ela desprendendo e entrando no fluxo do sistema de arrefecimento implica na funcionabilidade da própria válvula, onde o funcionamento dela será inadequado”. E completa com uma das possíveis consequências deste procedimento: “Todo o processo pode ser pedido. Detalhe, fazendo com que o motor sofra um dano maior por conta do excesso de temperatura, exatamente pelo mal funcionamento da válvula.” conclui.
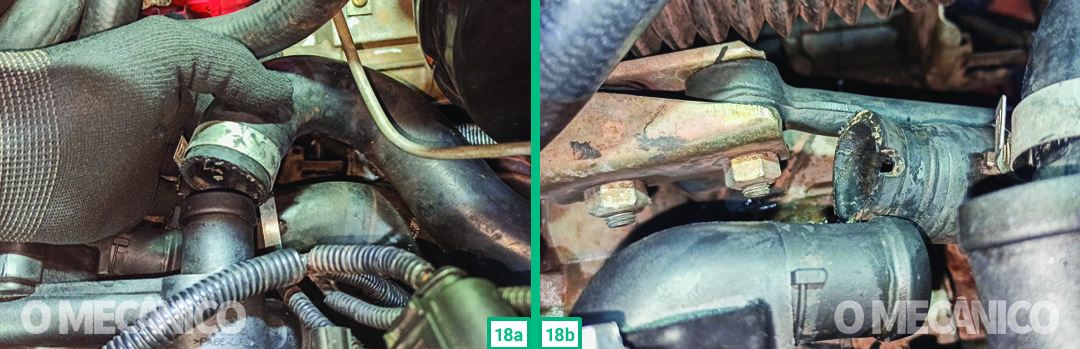
18) Faça a remoção das mangueiras superior (18a) e inferior (18b).
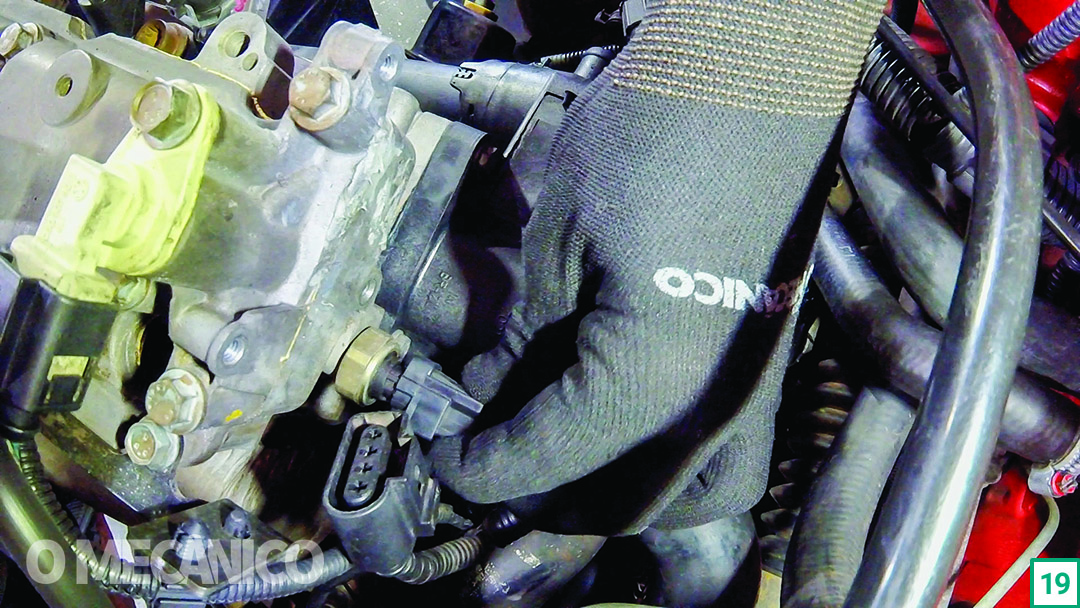
19) Desconecte o conector do sensor de pressão de óleo lubrificante e o conector do sensor de temperatura do líquido de arrefecimento.
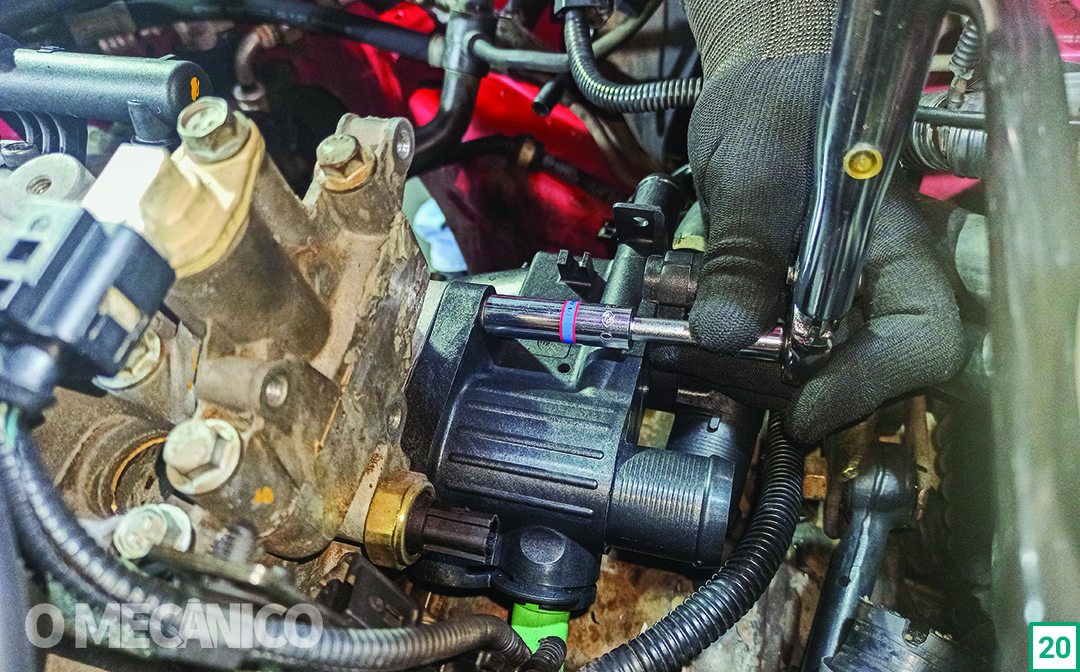
20) Utilize um soquete 10mm para remover os 3 parafusos que prendem o conjunto da cúpula. Comece pelo parafuso inferior, facilitando o processo de remoção nesta ordem.
21) Após a retirada, é possível verificar a quantidade de vedante utilizado e os danos causados por ele no componente. Os pontos em branco, perceptíveis no componente, são sinais de início de corrosão, causada pela utilização do silicone.
22) Analise as condições no ponto de contato do cabeçote e a cúpula. Foi verificado os danos causados devido ao uso de silicone.
23) Com isso, a verificação dos danos causados no componente (23a) e (23b) foi simplificada. O indício no componente próximo de um dos dutos de conexão da mangueira apresentou um nítido vazamento do líquido do sistema de arrefecimento (23c).
Análise dos componentes na bancada
24) Retire o duto que conecta a cúpula da válvula termostática com a bomba de circulação. O duto não apresentou nenhum sinal da utilização de vedante.
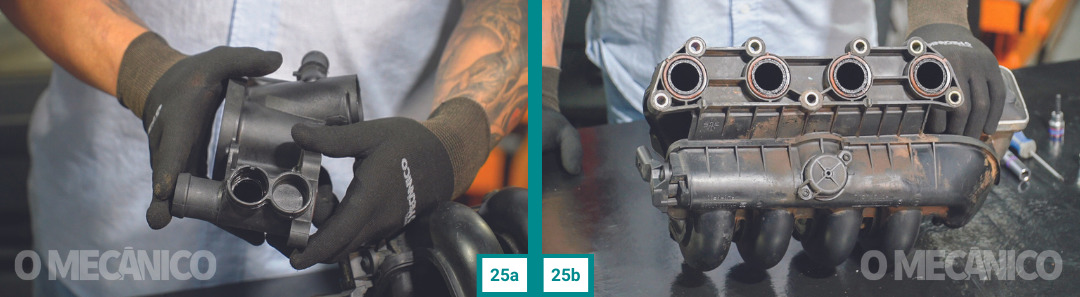
25) Com a cúpula (25a) e o coletor do sistema de admissão (25b)na bancada, faça uma inspeção geral dos componentes.
26) Retire o sensor de temperatura da cúpula e analise o seu estado.
27) Com um soquete 10mm retire os parafusos e remova a válvula termostática. Analise o componente e verifique se há sinais da utilização de vedante em algumas partes da válvula.
Obs: Esse tipo de utilização pode causar obstrução e superaquecimento do motor, devido ao mal funcionamento gerado pelo uso do silicone.
28) Na parte interna da cúpula da válvula termostática, há resquícios do vedante utilizado.
29) Caso o componente removido seja original de fábrica ou possua o tampão do segundo orifício da cúpula, analise suas condições. Esse tampão fica ao lado do sensor de temperatura. Verifique se há ressecamento, trincas ou algum tipo de impureza. No componente que Igor Barros levou para exemplo, a tampão de polímero possuía contaminação, além da existência de dois o’rings para vedação, enquanto o componente necessita apenas de um o’ring para vedação. Isso denota uma instalação incorreta anterior.
30) Utilize a chave torx T30 para remoção dos 4 parafusos de fixação do corpo de aceleração.
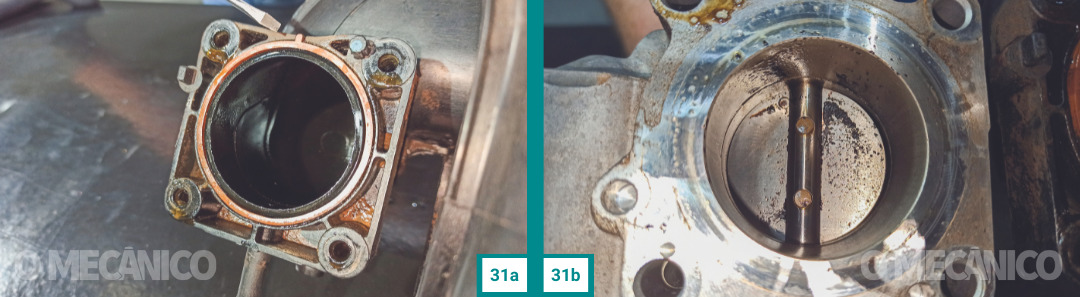
31) Ao retirar o corpo de aceleração, note que há contaminação no anel de vedação do coletor (31a), apresentando umidade, caracterizando uma possível entrada de ar pelo local. Devido à contaminação sofrida pelo corpo de aceleração (31b), há necessidade de realizar o processo de descontaminação.
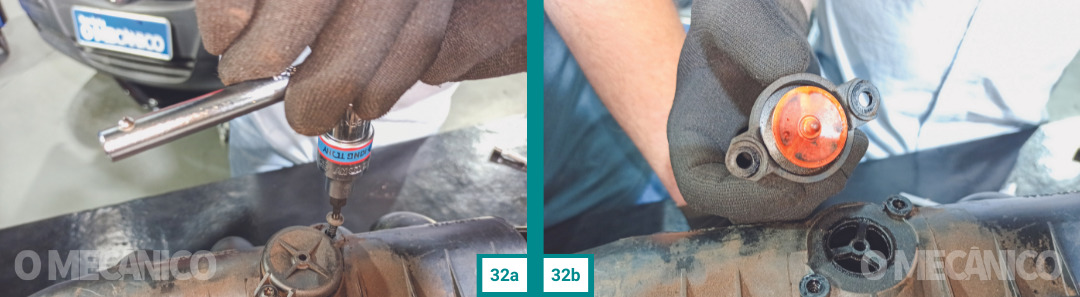
32) Remova a membrana do coletor de admissão (32a). A mesma serve para manter equilibrada a pressão dentro do coletor do sistema de admissão, atuando como uma válvula de alívio, evitando a pressão excessiva (32b).
33) Faça análise da membrana com o novo componente ao lado. Verifique o nível de contaminação que o componente sofreu.
Instalação da cúpula com a válvula termostática
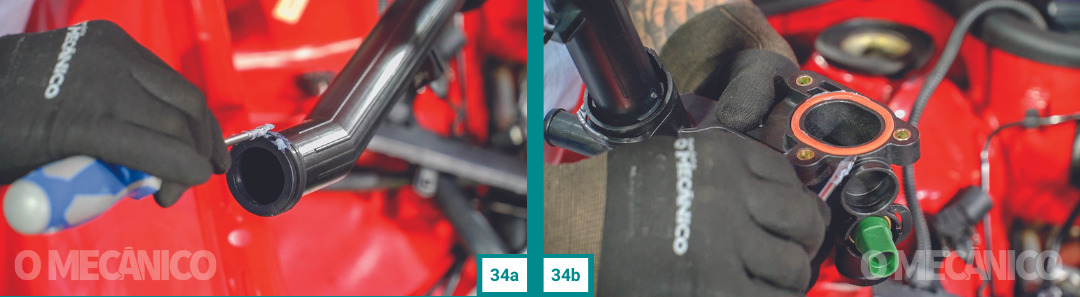
34) Com a nova cúpula e seus anéis de vedação instalados, utilize um pouco de lubrificante que não seja derivado de petróleo nos pontos de vedação (34a) e (34b). Essa pequena quantidade, serve para facilitar no deslizamento ao montar o componente.
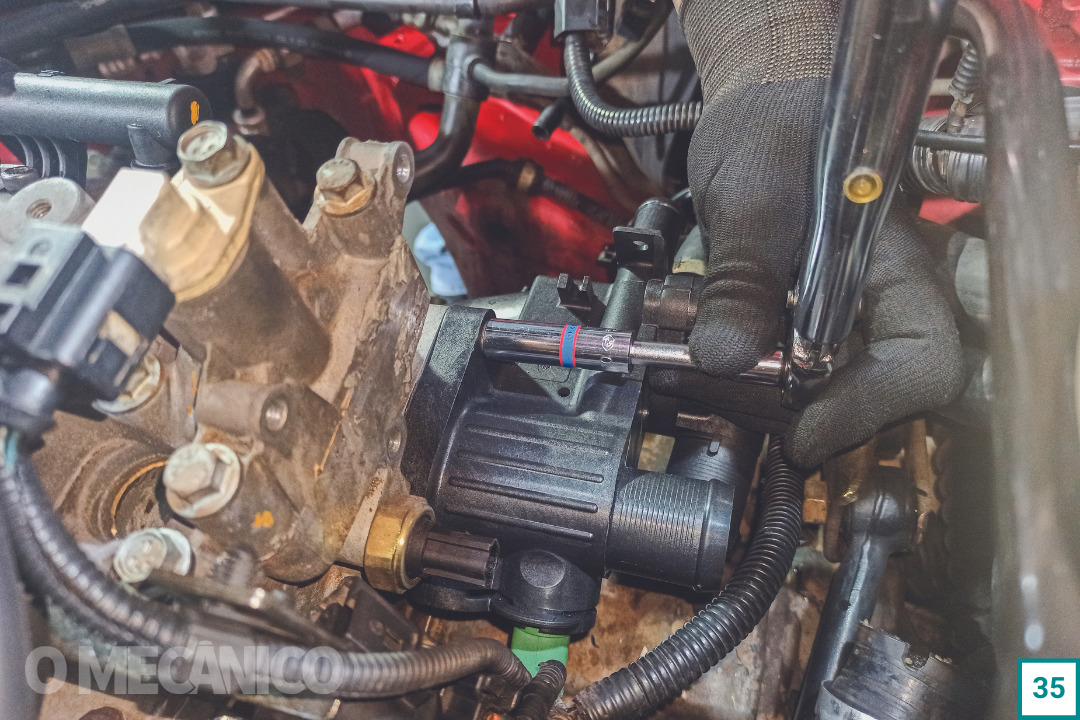
35) Utilize o soquete de 10 mm para fixar os parafusos da cúpula da válvula e aplique o torque de 10 Nm
36) Faça a sangria do sistema com a nova mistura do líquido de arrefecimento. Preencha pelo reservatório de expansão (36a), instale o mesmo manômetro usado no teste de estanqueidade. Utilize um alicate especial para retirar a mangueira de retorno do reservatório de expansão (36b) e a coloque em um reservatório para que não haja desperdício do líquido de arrefecimento (36c). Mediante o processo de pressurização se inicia a circulação do líquido no sistema para retirada do ar existente.
Obs: Conforme o nível diminua no reservatório de expansão, coloque mais líquido da nova mistura e repita o processo. Ao preencher o reservatório, repita o mesmo processo por duas vezes, utilizando o mesmo líquido que foi removido anteriormente nesse procedimento.
37) Após o procedimento de retirada de ar do sistema, caso os níveis de diluição de aditivo estejam menores, deixe o reservatório de expansão preenchido com menor quantidade e acrescente mais aditivo na diluição até que os níveis estejam conforme o recomendado.
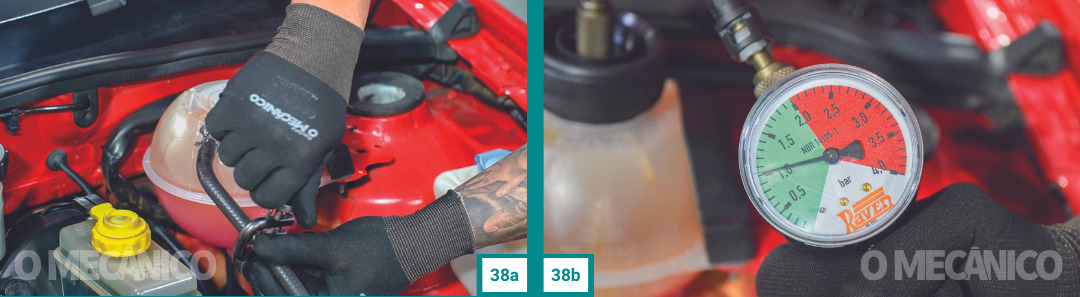
38) Conecte a mangueira do retorno de volta ao reservatório de expansão. Note que foi utilizado um estrangulador para que não ocorra a despressurização do sistema (38a), dessa forma o sistema se mantém semi pressurizado. Efetue o teste de estanqueidade do sistema. A pressão de trabalho para este veículo que é de 1bar (38b).
Obs: O restante do procedimento de montagem segue a ordem inversa da desmontagem, com os cuidados adicionais a seguir.
39) Na montagem dos parafusos de fixação da bobina, utilize torque de aperto de 10 Nm.
40) Na montagem dos parafusos de fixação do coletor do sistema de admissão, utilize torque de aperto de 20 Nm. Faça o aperto começando pelo parafuso do centro e partindo para as extremidades.
41) Após a montagem de todos os componentes, funcione o motor e confira a evolução da temperatura e pressão do sistema de arrefecimento concluindo a eficácia do procedimento de manutenção do sistema.
Empresa projeta crescimento sustentável com energia limpa e renovável
A YPF, terceira maior petrolífera da América Latina e uma das principais provedoras de energia do continente, completa 100 anos em 2022. A empresa celebra o desenvolvimento produtivo conquistado nos últimos anos, alinhado à ciência aplicada em soluções de valor para clientes, consumidores e indústria de petróleo, energia e gás, como destaca Pablo Luchetta, CEO da YPF no Brasil:
“A YPF sempre foi reconhecida pela proximidade com seus clientes, pela qualidade de seus produtos e serviços que fazem parte do nosso dia a dia, por sua história e por seu protagonismo no desenvolvimento produtivo não apenas da Argentina, como de toda América Latina. Nos últimos anos, ela também passou a ser reconhecida por sua liderança indiscutível e visão para um futuro mais sustentável”
Atualmente, a empresa tem como objetivo tornar-se autossuficiente e um modelo para o mercado através da exportação de petróleo. Neste aniversário, a YPF aposta nos investimentos em energias limpas e sustentáveis, que permitam produzir barris com menor impacto nas emissões de CO₂ e, por sua vez, traçar um futuro com maior aderência às energias renováveis.
Para tal, a companhia criou o Y-TEC, considerada a ponte entre os setores produtivo e científico da YPF, em conjunto com o CONICET – Conselho Nacional Argentino de Investigações Científicas e Técnicas -, com a finalidade de gerar novas tecnologias e soluções que agreguem valor às cadeias produtivas nas quais a empresa está inserida.
Além disso, nos últimos dois anos, a empresa promoveu diversos investimentos em melhorias de processos e medidas sustentáveis. Foram mais de R$ 10 milhões voltados para a destinação ambientalmente correta de 25 milhões de litros de OLUC – óleo lubrificante usado ou contaminado -, capaz de causar severos danos ao solo se não recolhido corretamente.
Acordo da Dana com a distribuidora do Grupo DPaschoal envolve os kits de reparo de juntas homocinéticas com a marca Spicer
Especializada em sistemas de transmissão e propulsão, a Dana ratificou seu compromisso com a DPK, distribuidora automotiva que pertence ao Grupo DPaschoal, na linha de kits de reparo de juntas homocinéticas com a marca Spicer. Segundo, gerente sênior de vendas da Dana para o mercado de reposição na América do Sul, Marcelo Rosa, existem ótimas oportunidades de negócios para ambos.
“Acreditamos muito no potencial da DPK. Nosso enfoque para esta retomada com um produto diferenciado e líder demonstra isto. Fizemos amplo treinamento online e presencial com a equipe de vendas de todas as filiais, destacando os atributos de venda e reforçando a mensagem de que com Spicer, você pode mais”, afirma Marcelo.
Especializada na distribuição automotiva no Brasil, a DPK está no mercado desde 1987, contando com quinze filiais pelo país. Com sua matriz em Campinas/SP, ela também atua nas cidades de Belém, Belo Horizonte, Brasília, Campo Grande, Curitiba, Fortaleza, Goiânia, Porto Alegre, Pouso Alegre, Presidente Prudente, Recife, Ribeirão Preto, Rio de Janeiro, Salvador, São Paulo e Vitória.
Quinta geração do Sportage chega ao mercado ao mesmo tempo em que o Grupo Gandini completa 30 anos de representação da marca sul-coreana no Brasil. O SUV médio tem linhas bem diferentes de todas as outras gerações e o seu estilo se aproxima do elétrico EV6. Na dianteira as luzes de circulação diurna em formato de “C” estendido dão aspecto futurístico. Na versão de topo EX Prestige as rodas de 19 pol. têm grande impacto visual, assim como a coluna traseira. Atrás as lanternas são unidas por uma barra e o limpador do vidro traseiro fica recolhido sob o defletor de teto, recurso estético interessante.
O novo Sportage, importado da Eslováquia, tem apenas 1 cm a mais de distância entre eixos (2,68 m) que a geração anterior, porém é quatro cm maior do que seu principal rival, o Compass. Também ganha em comprimento (4,51 m x 4,40 m) e largura (1,86 m x 1,82 m). Garante espaço interno e volume do porta-malas (562 litros, porém sem estepe) maiores. Claro, o Jeep tem aptidões para o fora de estrada bastante superiores.
Acabamento interno agrada bastante com materiais de qualidade superior na versão Prestige. Parte dos encostos dos bancos dianteiros elétricos em couro é forrada por camurça e há ventilação e aquecimento. Volante multifuncional também é aquecido. Botão giratório substitui a alavanca de câmbio e no console todos os principais controles estão bem à mão. Impressionam as duas telas interligadas de 12,3 pol. (quadro de instrumentos e multimídia sendo esta curva e voltada para o motorista).
Apesar do carregador de celular por indução, conexão tem que ser por fio com duas portas USB. Teto solar é panorâmico. No banco traseiro há regulagem do encosto e as duas portas USB estão nas laterais dos bancos dianteiros em posição mais ergonômica. Túnel central é baixo.
Sportage 2023 é um híbrido “leve” de 48 V com alternador reversível em motor elétrico. Motor 1,6 L turbo a gasolina tem potência e torque combinados de 180 cv e 27 kgf.m. Câmbio automatizado é de sete marchas e duas embreagens. O conjunto motriz permite o modo Velejar para poupar combustível.
Em breve e primeira avaliação, as respostas ao acelerador são sempre imediatas em qualquer regime de rotações. Entre os sistemas de assistência ao motorista destacam-se câmeras nos retrovisores externos com imagem no quadro de instrumentos, permanência e centralização na faixa de rodagem mesma que a pintura no asfalto esteja quase ilegível e frenagem automática de emergência em cruzamentos.
Preços: EX, 224.990 e EX Prestige, 259.990.
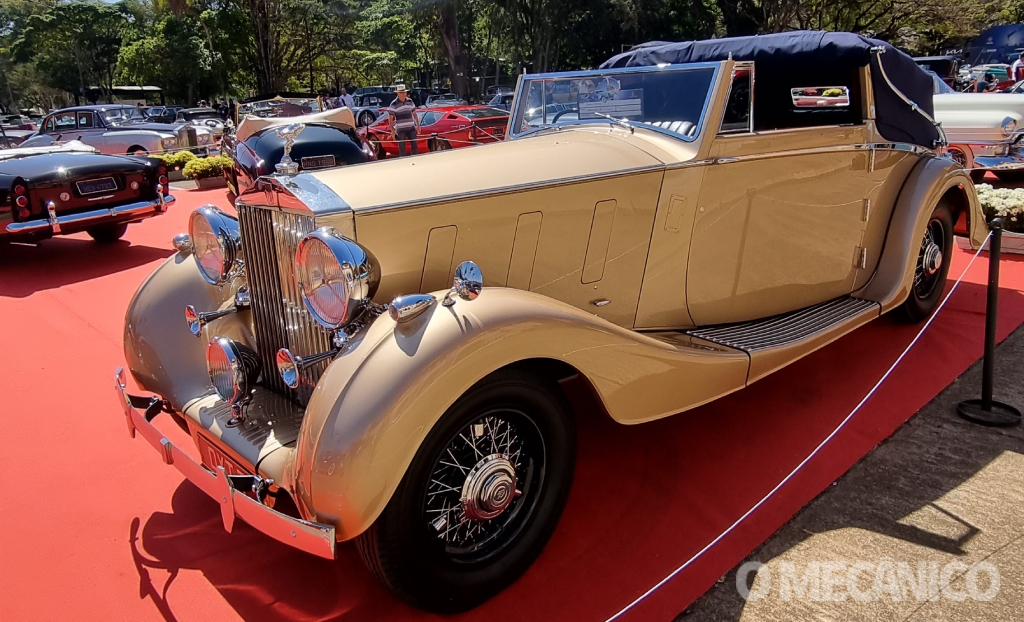
Rolls-Royce 1937: o melhor no Encontro de Antigos em Araxá (MG)
Vigésima-quarta edição do Brazil Classics Kia Show, evento bienal de mais alto nível do País, em Araxá (MG), reuniu cerca de 300 modelos pré-selecionados. Este ano, além da programação cultural e exposição fotográfica, houve desfile de 50 carros pelas ruas da cidade em complemento à exposição estática e engajou novos apreciadores do antigomobilismo. Alguns participantes foram rodando de São Paulo a Araxá em viagem de 600 km com modelos das décadas de 1920 e 1930. Leilão em formato híbrido (presencial e online) incluiu 50 lotes com lances próximos de R$ 1 milhão.
O prêmio principal, “Troféu Roberto Lee Best of Show”, ficou com o Rolls-Royce Phantom III Sedanca Cabriolet Deville 1937, de Antônio Henriques. Encarroçado pela Freestone e Webb tem motor V-12 de 7,35 L e 165 cv (estimados). Por sua potência e confiabilidade, o motor foi utilizado em aviões na II Guerra Mundial. O troféu da Federação Brasileira de Veículos Antigos foi para um Horch Limousine (em alemão significa sedã) 951 A 1939, de Rúbio Fernal. Este colecionador também ganhou os troféus “Lalic” por seu museu e “Og Pozzoli” com um Hispano Suiza 1927 encarroçado pela Fiol Barcelona.
As premiações por décadas foram dos anos 1920 até os anos 1980. Entre os importados mais “novos” venceu o BMW 635 CSI 1984, de Tiago França, e dos nacionais, o VW Passat GTS Pointer 1988, de Fabiano Lobatto. Este ano instituiu-se o “Troféu Roberto Nasser” atribuído ao melhor carro esporte brasileiro: GT Malzoni 1967, de Boris Feldman.
Novo corte do IPI para automóveis e SUVs
O Governo Federal ajustou o primeiro decreto de corte do Imposto sobre Produtos Industrializados (IPI) que limitava a 18,5% o desconto sobre a alíquota de IPI para automóveis e SUVs, desde 1º de março último. Foi publicado no Diário Oficial da União de 29 de julho que o corte está maior agora: 24,75%. Ainda assim distante dos 35% de redução que contemplou outros produtos industrializados. Em março critiquei essa falha e previ que seria corrigida.
No Brasil a carga tributária continuará a mais pesada do mundo. Relação entre preço final e preço sem imposto era de quase 60% contra 9% nos EUA e 20% na Europa. O corte bastante modesto na alíquota do IPI ainda assim é bem-vindo por ser definitivo e não provisório. Dez anos atrás o IPI era zerado e as vendas disparavam. Quando voltava a subir, o mercado desabava.
Estudo da Bright Consulting aponta diminuição teórica no preço final de 0,5% a 1,3%, mas pode elevar as vendas entre 2% e 2,5% até o fim de 2022.
Grupo de capital privado Hidden Harbor confirmou acordo definitivo com a fabricante de autopeças
A Dayco, fabricante de autopeças para motores e sistemas de transmissão às indústrias automotivas e mercado de reposição, e a Hidden Harbor Capital Partners, empresa de capital privado centralizada em planos de negócios, anunciaram a assinatura de um contrato de acordo definitivo, segundo o qual a Hidden Harbor adquire a Dayco. Os detalhes financeiros da transação não foram divulgados. O esperado é que a negociação seja concluída no terceiro trimestre deste ano.
Segundo CEO da Dayco, Joel Wiegert, trata-se de um marco importante para o histórico de negócios da empresa. “Estamos ansiosos para fazer a parceria com a Hidden Harbor e aproveitar a experiência de seus parceiros operacionais para construir o sucesso da Dayco. A Hidden Harbor permitirá que a Dayco tenha maior flexibilidade para entregar aos nossos clientes, fornecedores e colaboradores, além de avançar juntos em direção a um futuro de sucesso”.
Do outro lado, para o sócio na Hidden Harbor, Andrew Joy, a expectativa também é muito grande. “Estamos entusiasmados em trabalhar com Joel e o restante da talentosa equipe de liderança executiva global e colaboradores, para desenvolver ainda mais a marca Dayco, que é valorizada por clientes e parceiros em todo o mundo há mais de 100 anos”.
Tour virtual pelas franquias Lubrax+ e BR Mania, além dos diferenciais da nova geração de gasolinas Petrobras Podium e Petrobras Grid foram os destaques
Os visitantes que estiveram presentes no evento ExpoPostos & Conveniência 2022 entre os dias 26 e 28 de julho puderam conhecer as novidades de Lubrax+ e BR Mania. Por meio de realidade aumentada, eles passaram por unidades das franquias de serviços automotivos e de conveniência.
A revenda também foi apresentada a uma nova funcionalidade do app Premmia: o serviço de pagamento integrado com a automação do posto. Com essa integração e através da placa numérica a ser instalada na lateral das bombas, será possível no momento do abastecimento que o app identifique o produto e valor abastecido.
Para incentivar a visitação ao estande foi criada uma jornada, um sistema gamificado inspirado no Premmia – programa de relacionamento dos Postos Petrobras, que estimulou o participante a conhecer todas as marcas e ativações. Ao entrar no estande, o participante recebeu um mini cartão em formato de celular e – a cada ativação – acumulou pontos por meio de um carimbo e, ao final, pode trocar os pontos conquistados por uma ecobag.
Foi também exibido no estande o carro de volta rápida, modelo similar ao utilizado pelos pilotos da equipe Lubrax Podium Stock Car Team para a disputa da Stock Car Pro Series. Os pilotos da equipe, Felipe Massa e Julio Campos, estiveram presentes para sessão de fotos e autógrafos.
Os visitantes do estande conheceram ainda, por meio de um sistema holográfico interativo em um motor, os atributos da nova geração de gasolinas que já estão disponíveis nos Postos Petrobras. Os combustíveis têm uma nova tecnologia de aditivação, desenvolvida em parceria com a empresa alemã BASF. Ela foi batizada de Tecno 3, devido aos seus três principais benefícios: limpeza, proteção e economia, que contribui para um menor gasto com a manutenção do motor.
A Vibra projeta também ter a maior e mais robusta rede de recarga elétrica rodoviária do país. O plano de negócios prevê a instalação de um total de 70 eletropostos até 2023, cinquenta deles em rodovias – será o maior corredor elétrico do Brasil, com quase nove mil quilômetros de extensão, conectando toda a região Sul e Sudeste do país, além de outras cidades como Brasília.
Posts Relacionados
Nós utilizamos cookies e outras tecnologias semelhantes para melhorar a sua experiência em nossos serviços, personalizar publicidade e recomendar conteúdo de seu interesse. Ao navegar em nossos site, você aceita a política de monitoramento de cookies. Para mais informações, consulte nossa Política de Privacidade.ConcordoPolítica de Privacidade