A BMW Group informa que sua fábrica em Araquari/SC alcançou nesta semana a marca de 10 mil automóveis produzidos. Desde o início da produção, em 30 de setembro de 2014, o BMW Group vem produzindo os modelos BMW Série 3, BMW X1, BMW Série 1 e BMW X3. Até o fim do ano, o MINI Countryman entrará nas linhas nacionais.
“Faltando pouco para completarmos um ano de produção local, e no momento em que completamos 20 anos de atuação do grupo no Brasil, celebramos o marco dos primeiros 10 mil modelos produzidos em território nacional com muito orgulho. Trata-se de mais um capítulo importante na história do BMW Group Brasil e que somente reforça nosso compromisso com o mercado nacional e nosso esforço em conquistar definitivamente os corações dos brasileiros”, comentou Arturo Piñeiro, presidente e CEO do BMW Group Brasil.
Der acordo com a montadora, foram investidos mais de 200 milhões de euros (mais de R$ 650 milhões) na unidade fabril do BMW Group em Araquari/SC, que tem capacidade para produzir até 32 mil carros por ano. A operação já responde pela admissão de cerca de 600 colaboradores, além do fomento de toda uma cadeia de fornecimento em Santa Catarina que inclui fornecedores e parceiros de negócios.
O Conarem (Conselho Nacional de Retíficas de Motores) está com um banco de dados técnicos com informações de 4.830 aplicações em veículos de operação terrestre, industrial e náutica.
De acordo com José Arnaldo Laguna, presidente da entidade, “Estes dados são fundamentais para os empresários e profissionais do setor de retíficas, pois os auxiliam no dia a dia da empresa”. Laguna ainda afirma que o banco de dados é fruto de anos de pesquisas realizadas em manuais, catálogos, prospectos e outros documentos técnicos publicados por fabricantes, que está disponível 24 horas por dia apenas para os associados. “Este levantamento garante a execução dos serviços de acordo com as especificações e recomendações do fabricante”, explica.
Além disso, outro fator que deve assegurar a qualidade da execução de serviço retífica de motores é a norma técnica ABNT-NBR 13.032, criada no final da década de 90. Em 2005, foi revisada para estar atualizada de acordo com a nova realidade do mercado e tecnologias. Para a revisão desta norma técnica, o Conarem convidou fabricantes de motores, peças, retificadores de todo o País, que juntos, realizarem o trabalho que durou dois anos. Foi formada uma comissão que contou com a participação do presidente da entidade, representantes das indústrias, associações, sindicatos e retíficas, e a conclusão do trabalho ocorreu 2008, com a publicação da norma atualizada. Logo depois, mais uma norma foi criada para auxiliar o setor – NBR 15.831, que estabelece os procedimentos para a Reinstalação de Motores.
“Dados técnicos e normas ajudam as retíficas na organização do negócio, capacitação e na execução dos serviços com excelência. Por isso, a entidade trabalha constantemente em busca de informações sobre os novos produtos do mercado”, conclui José Arnaldo Laguna.
A Bosch está disponibilizando para as oficinas independentes do Brasil um conceito de negócio, denominado “Módulo”, que, de acordo com a empresa, possibilita a prestação de serviços com o mesmo padrão que a marca alemã segue no mercado de reposição automotiva.
Atualmente, estão disponíveis o Módulo de Diagnóstico Veicular e o Módulo de Elétrica Veicular. “É uma oportunidade para que as oficinas sejam especializadas e certificadas para atender demandas focadas nestas necessidades. Paralelamente, o estabelecimento passa a estar atrelado a uma marca forte e os clientes têm ainda mais confiança na hora de escolher o local para realizar manutenções”, destaca Daniel Angelo, gerente de Conceito de Oficina da Bosch.
Para ser uma oficina módulo, a Bosch explica que é necessário cumprir algumas exigências dentre elas, pertencer a uma rede. Também podem participar do programa oficinas que integram outras redes, como de pneus. “As oficinas que aderem ao módulo recebem um pacote completo de benefícios, incluindo treinamentos técnicos, política comercial diferenciada, informações técnicas atualizadas sobre produtos e tecnologia automotiva, materiais de ponto de venda e certificação que atesta a qualificação do estabelecimento”, explica Angelo.
Os credenciados ainda recebem placa de identificação que sinaliza o relacionamento com a Bosch e a especialidade do serviço prestado. Existem hoje no Brasil cerca de 350 oficinas módulo, mas a expectativa é ampliar este número para 600 até o fim de 2015. No mundo, são mais de 13 mil módulos.
Ganhar dinheiro é bom e todo mundo gosta, mas o que você está fazendo para melhorar o retorno do seu negócio? Ações simples podem aumentar os resultados financeiros, trazendo benefícios a todos os envolvidos
Quem tira seu sustento da manutenção de automóveis costuma enfrentar um cenário econômico que traz muitas oportunidades, mas também muito trabalho. Manter uma oficina mecânica própria de pé requer muita dedicação e informação técnica, mas também pede planejamento e cabeça aberta para não perder o ritmo da evolução do mercado. Claro que um bom serviço no veículo é fundamental para o cliente, cria fidelização e publicidade espontânea através da indicação da sua oficina a outros proprietários de automóveis, só que o resultado financeiro do seu negócio não depende apenas disso.
Planejamento, organização do layout da oficina, ferramental em dia, facilidade de pagamento para o cliente, treinamento de funcionários, estabelecimento de procedimentos de reparo e até a sua preocupação com o meio ambiente: tudo se reflete diretamente no balanço das contas ao final do mês. Em mais uma reportagem feita em parceria com o IQA (Instituto da Qualidade Automotiva), vamos mostrar como essas medidas vão se reverter em faturamento para o seu negócio.
Coloque os planos no papel
O gerente de Serviços Automotivos do IQA, Sérgio Fabiano, comenta que oficinas pequenas devem fazer a projeção de seus investimentos no processo produtivo, uma prática que deve ser reforçada. “O processo produtivo deve ser planejado para, pelo menos, dois ou três anos. Isso é importante para que o dono da oficina tenha uma visão do quanto e como ele vai investir”, afirma Sérgio.
Como exemplo, o especialista cita a necessidade de atualização dos scanners de diagnóstico. Se o mecânico decide começar a trabalhar com uma montadora nova no mercado, ele tem que planejar o investimento a ser feito na atualização da ferramenta. “Quando o mecânico planeja o momento de começar a atuar com essa montadora, é mais fácil para separar o valor e fazer esse investimento”, explica Sérgio.
Mas se for pego de surpresa com uma demanda não planejada, pode acabar tomando decisões que talvez se revelem ruins, como recorrer a fundos que estavam previstos para outros investimentos ou mesmo dinheiro pessoal, no caso de empresas familiares. “Tudo isso leva a problemas de gestão para a empresa”, avalia.
Layout bem planejado influencia diretamente na produtividade
Elabore procedimentos
A organização da oficina também deve incluir os procedimentos de trabalho das atividades principais da empresa. Quando um carro chega à oficina, todo mecânico tem na cabeça o que vai examinar primeiro, mas é bom instituir métodos de análise. “Ter uma linha de processo estabelecida, para que todos sigam os mesmos passos, é algo que traz ganho de tempo e evita que alguém perca alguma etapa”, diz Sérgio.
Um simples check-list de recebimento do carro (atestando, por exemplo, possíveis avarias na lataria e na pintura, falta de peças de acabamento e quantidade de combustível no tanque) evita reclamações posteriores. Quando é assinado por mecânico e cliente, dá segurança para ambos os lados e previne que a oficina seja responsabilizada por algum dano que não fez. Não existe uma norma ABNT para padronizar este tipo de documento, mas, caso haja dúvidas de como fazê-lo, procure o Sindirepa do seu Estado e peça informações mais detalhadas a respeito.
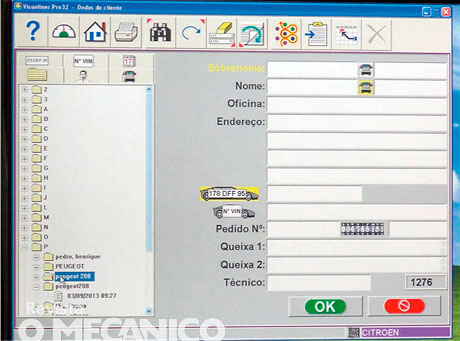
Abertura da ordem de serviço deve ser padronizada e informatizada
A abertura da ordem de serviço também deve ser padronizada e informatizada, de modo que o conserto possa ser eventualmente passado de um funcionário para outro e que evite erros por falhas de comunicação.
Para que a metodologia funcione, é necessário que os funcionários estejam bem treinados e capacitados para executar o serviço. Ao estabelecer padrões definidos, diminui-se o tempo e o custo do processo. Como consequência, a produtividade aumenta.
Proteger o veículo evita riscos e sujeira – e reclamações do cliente
Organização é produtividade
Cuidar do visual e da limpeza das instalações da oficina também gera frutos no faturamento. “Um ambiente agradável, além de atrair novos clientes, ajuda a atrair bons clientes. Quem está preocupado com a qualidade do serviço, e com o cuidado que o mecânico dá para o veículo, também se importa com o ambiente”, analisa Sérgio Fabiano. Nesse momento, é bom lembrar que nunca é demais colocar uma capa de banco e proteções de para-lamas no veículo para evitar riscos e sujeira. “Danos ao veículo geram prejuízo porque é o mecânico quem vai arcar com esse reparo”, afirma.
Um layout bem planejado também influencia diretamente na produtividade. Oficinas pequenas, com pouco espaço físico, devem achar uma posição que privilegie a entrada e saída do veículo do elevador, e evite acidentes. Essa preocupação, além de diminuir o tempo de manobra, também evita despesas com possíveis colisões. “Já se a oficina possui espaço físico, pode haver uma linha divisória demarcando onde o carro fica esperando antes de fazer a manobra para subir no elevador”, orienta o especialista do IQA.
A disponibilidade das ferramentas também é essencial para evitar perda de tempo de trabalho. Além de estarem organizadas, devem permanecer em um local de fácil acesso e com controle de retirada. “Não adianta ter uma sala organizada com ferramentas especiais, mas que fica fechada”, adverte Sérgio. Se algum funcionário precisar de um torquímetro para efetuar um reparo, e essa sala de ferramentas estiver trancada, ele naturalmente vai perder tempo e, claro, produtividade e faturamento.
Organização e disponibilidade das ferramentas é essencial para evitar perda de tempo
Evite o retrabalho
Falando em torquímetro, vale lembrar que ferramentas de precisão (como o micrômetro, paquímetro e relógio comparador) necessitam ser calibrados periodicamente. Manter essas ferramentas em ordem evita medições erradas e possíveis equívocos no serviço. Com relação ao próprio torquímetro, se a ferramenta não estiver calibrada, o torque específico do parafuso não vai ser aplicado, podendo danificar a peça (torque excessivo) ou deixar o componente frouxo (torque insuficiente).
“Os dois casos geram custo e retrabalho. No primeiro, o mecânico vai ter que comprar uma peça nova que não estava prevista. No segundo, pode haver um problema de segurança e causar um acidente”, avisa Sérgio. Para evitar perder tempo naquele mesmo carro com um novo serviço (pelo qual você não vai receber), sempre fique atento ao período determinado para esse tipo de manutenção em seus equipamentos. “Quanto menos tempo o carro do cliente ficar na oficina, é melhor para você e também para o cliente”, declara o especialista.
Garantia e tratamento de reclamações
Ao finalizar o orçamento e entregar o carro, o mecânico deve mostrar as peças que substituiu no veículo e dar um prazo de garantia do seu serviço ao cliente. Isso ajuda a construir um bom relacionamento entre as duas partes.
No caso de uma reclamação que acaba gerando o acionamento da garantia, é importantíssimo que a oficina tenha o registro do reparo que foi feito e da volta do mesmo cliente. “Se o mecânico fizer sempre esse registro, vai ter uma estatística que permite saber, por exemplo, se certa peça que ele está substituindo está tendo problemas recorrentes. Isso cria um argumento para que ele acione a loja de autopeças ou o fabricante, e facilita o reembolso desse custo”, aponta Sérgio.
Termo de garantia das peças protege mecânico e cliente
Peça no estoque é dinheiro parado
As oficinas que trabalham com estoque devem tomar cuidado para não acumularem peças de baixo giro de mercado. “Vamos supor que o mecânico compre uma caixa de pastilhas de um modelo fora de linha, por um preço bom. Mesmo que o investimento seja pequeno, é um custo que está estocado em forma de peças que ele não vai usar com frequência, e que um dia terão que ser descartadas para abrir espaço”, explica Sérgio. A recomendação do gerente de Serviços Automotivos do IQA é controlar o estoque e sempre manter peças de giro em volumes compatíveis com as vendas da oficina.
Na compra de peças, um fator ao qual o mecânico deve se atentar é a certificação compulsória. Componentes como amortecedores, bombas de combustível, buzinas, componentes de motor, baterias, pastilhas e lonas de freio só podem ser vendidos com o selo do Inmetro; alguns itens já estão com prazo de início regulamentação bem próximo (como terminais e barras de direção) e outros serão normatizados. O selo é a segurança para o aplicador de que a peça possui qualidade. “A certificação do Inmetro é uma garantia para o mecânico e para o cliente”, atesta Sérgio.
Oficinas que trabalham com estoque devem tomar cuidado para não acumularem peças de baixo giro
Descarte correto é obrigatório
A coleta seletiva de materiais, como óleos lubrificantes, filtros automotivos e baterias, é obrigatória. Para fazê-la, é necessário arcar com o custo de contratar uma empresa especializada. “Mas indiretamente, a oficina está ganhando porque não está produzindo essa poluição no meio ambiente”, observa Sérgio. Não se esqueça que o descarte correto é fiscalizado, e oficinas localizadas em bairros residenciais estão mais sujeitas à inspeção de órgãos públicos com relação à produção de resíduos poluentes.
“A legislação está cada vez mais apertada porque é uma questão de manutenção do meio ambiente. Hoje, as prefeituras estão fazendo uma cobrança maior em cima da eliminação de filtros de óleo e principalmente do óleo em si, para que não seja descartado no esgoto. Na certificação das oficinas, nós já solicitamos que tenham separador de água e óleo e que façam a coleta dos filtros e do óleo que são retirados do veículo durante a manutenção”, conta o gerente de Serviços Automotivos do IQA.
Selo do Inmetro é a segurança para o aplicador de que a peça possui qualidade
Facilidades para o cliente
O dono de uma oficina nunca deve perder de vista que é um comerciante: seu trabalho é vender serviços de reparação automotiva. Ampliar as possibilidades de pagamento para o cliente pode diminuir a inadimplência. Sérgio explica que, no cartão de crédito ou de débito, a operadora bancária é quem vai pagar a oficina, portanto, o recebimento é garantido. Entretanto, ainda há quem prefira receber em cheque.
Antes de tudo, o mecânico deve conhecer sua clientela. Oficinas de alta rotatividade, como centros automotivos, tem um perfil de cliente completamente diferente de, por exemplo, uma oficina pequena que recebe serviços apenas por indicação. Quem atende mais clientes está mais sujeito a problemas com o pagamento. “Uma inadimplência acima de 3% já é complicada”, avalia Sérgio.
É bom levar em consideração que a inadimplência não é só o valor do cheque que não caiu: é o valor não cobrado, mais custos advocatícios, mais o tempo despendido, mais as despesas com uma empresa de cobrança. Somando-se tudo isso, a diferença pode ser muito maior do que o custo de manter para o cliente a opção de pagamento com cartão. “Todos batem na tecla da taxa da operação, que não é baixa. Mas essa taxa se torna pequena se a inadimplência que a sua empresa sofre é alta”, argumenta o especialista.
Oficinas estão sujeitas à fiscalização do descarte correto de lubrificantes. Fique atento!
Renove sua carteira de clientes
Seja a sua oficina um centro automotivo de alta rotatividade ou uma oficina de “portas fechadas” que trabalha por indicação, é necessário sempre renovar sua carteira de clientes. “Porque a carteira vai envelhecendo, ou vai se mudando, e acaba encolhendo. Para o mecânico manter o número de veículos reparados, ele tem que pensar nisso. E isso é dinheiro em caixa, é o faturamento”, analisa Sérgio.
Por isso, pense em estratégias de divulgação do seu trabalho para não deixar o ritmo de trabalho baixar. “Independentemente do tamanho do negócio que o mecânico mantém, ele deve seguir a evolução do mercado para atender as necessidades do cliente e administrar o negócio como empresário, mesmo sendo uma oficina pequena. Isso tudo vai trazer uma maior lucratividade”, declara Sérgio.
Invista no funcionário e em você
Treinamentos para os funcionários são investimento para a empresa. Logo, a oficina deve se esforçar para manter o funcionário treinado, para não perder o investimento em informação técnica para a concorrência. Adotar um plano de carreira é uma medida válida para que o seu funcionário perceba que ele pode ter um crescimento contínuo. “Isso é importante dentro deste ramo. Porque se o dono da oficina pega e treina esse funcionário, e acaba perdendo-o para o mercado por causa de alguns reais de salário, a oficina perde o investimento que fez. Se torna um custo. Pensando em um plano de carreira do funcionário, é possível mantê-lo por mais tempo na empresa”, analisa Sérgio.
O especialista do IQA também avalia que é muito importante que o proprietário da oficina invista também em si próprio, correndo atrás de conhecimento em gestão empresarial para evoluir e encarar novos desafios.
“Diversos órgãos podem ajudá-lo nesse tipo de consultoria, como o Sebrae e o Sindirepa, que também promovem cursos e orientações de baixo custo que dão ao proprietário uma visão mais administrativa do negócio”, finaliza.
Ampliar as possibilidades de pagamento para o cliente pode diminuir a inadimplência
Diretor geral da Revista O Mecânico, Fabio Antunes de Figueiredo fala sobre os objetivos alcançados pela plataforma de comunicação integrada com a marca da Revista e os planos para os próximos anos.
Revista O Mecânico: No aniversário de 25 anos da revista, você citou que a publicação evoluiu em alcance e exposição. Como está, atualmente, o cumprimento dessa missão? Fabio Antunes de Figueiredo: Nós adotamos como estratégia uma comunicação integrada onde utilizamos vários canais para disseminar essa informação para o maior número possível de profissionais, e a nossa preocupação vai do detalhe ao resultado final. Na linha editorial, existe a preocupação com a melhor imagem, com a melhor forma de passar a informação. Isso não se reflete só em uma mídia, mas em todos os canais da marca “O Mecânico”. A informação técnica é o maior patrimônio da Revista O Mecânico.
Utilizamos o meio impresso, através da Revista. Temos a mídia eletrônica, por meio do Portal O Mecânico, do Facebook e do YouTube. Também atuamos presencialmente, por meio do ciclo de palestras do Projeto Atualizar O Mecânico, que acontece nas principais feiras do setor da reposição, e do EXPOMECÂNICO, evento que foi criado para o mecânico e seus familiares realizado no Autódromo de Interlagos. Difundimos nossa informação também pelo rádio, por meio da campanha Viagem Segura, que consiste em conscientizar o proprietário do veículo com relação à importância da manutenção preventiva, consequentemente, ajudando o trabalho do mecânico na oficina. Ainda, desde abril de 2013, somos a única mídia do setor que disponibiliza a Revista na íntegra via smartphones e tablets, podendo ser baixada gratuitamente via Google Play e App Store. Sempre buscamos novos formatos para levar a informação.
Nosso Portal na internet cresceu e o alcance dele, hoje, é tão grande quanto o da revista impressa. Sem falar na nossa página no Facebook, que atingiu números que fizeram dela uma referência de mercado. O canal do YouTube é a consolidação dos programas técnicos da série O Mecâniconline. E toda essa experiência sintetizada nos permitiu criar um produto de alta capacidade técnica, o Manual Técnico O Mecânico, que hoje é referência de mercado como guia de informação e de consulta técnica para o reparador utilizar no dia a dia da oficina.
O Mecânico: O que você considera fundamental na profissão do mecânico? Fabio: A reparação exige um profissional diferente, pois há muita tecnologia embarcada, na essência. Basicamente, o mecânico precisa se manter atualizado: estudar, aperfeiçoar, estar atento às novidades do setor e suas tendências. Sua oficina precisa estar preparada para reparar a nova geração de veículos e atender consumidores cada vez mais exigentes. Dados do setor indicam que grande parte dos donos de automóveis levam seus carros para seu mecânico mesmo que estes estejam na garantia. Sendo assim, o mecânico pode aumentar sua rentabilidade oferecendo serviço com qualidade, segurança e comodidade.
O Mecânico: Quais os planos da Revista O Mecânico para os próximos cinco anos? Fabio: Vamos procurar manter a nossa linha editorial, inovando sempre na forma de levar a informação técnica para suprir as necessidades do mecânico, fazendo a ponte entre a indústria e o profissional que aplica a peça. Construímos nestes 30 anos de Revista uma experiência em traduzir o que é preconizado pelas montadoras e os fabricantes das autopeças para o mercado da reparação de uma forma didática e simples. Se novas tecnologias surgirem na comunicação, estaremos presentes lá.
Tentamos abrir sempre novos nichos. Podemos dizer que estamos nos estruturando para criar ferramentas de pesquisas de mercado, capacitada para atender as demandas de informação e necessidades técnicas do mercado. E já podemos anunciar que estamos preparando uma plataforma para simplificar e consolidar a cadeia de suprimentos, uma ferramenta com tecnologia de ponta que vai facilitar o dia a dia do mecânico, aproximá-lo ainda mais da indústria e fabricantes de autopeças. Aguardem!
O Mecânico: Que mensagem você gostaria de deixar aos leitores e aos que acompanham o trabalho realizado pela Revista O Mecânico? Fabio:Aos leitores da Revista O Mecânico que, como nós, acreditam que o carro tem vida, alma e identidade e que a mecânica é uma paixão, reforçamos nosso compromisso na transmissão do conhecimento. O conhecimento é algo que ninguém nos tira, é valioso e faz do profissional cada vez mais vitorioso no alcance dos seus objetivos. Sabemos da relevância deste profissional como formador de opinião e principalmente que seu trabalho é de salvar vidas, tanto com a mecânica preventiva como na aplicação de peças com boa procedência. Agradecemos aos leitores e reafirmamos que estamos à disposição de vocês. Contem conosco em dúvidas, pautas, enfim, estamos aqui para cumprir o nosso papel que é levar informação e levantar questões para o mercado e ajudá-los no que for preciso. Quando trabalhamos juntos, alcançamos nossos melhores resultados.
Queria aproveitar para agradecer a todos os colaboradores que formam o time da marca “O Mecânico”, que é uma equipe comprometida, competente e apaixonada pelo que faz. Também agradeço o apoio de toda a indústria de autopeças e das montadoras, do SENAI que sempre nos acolheu e das entidades representativas do setor da reparação.
Conheça as duas formas de verificar a geometria da suspensão e realizar o ajuste da convergência do compacto premium da marca francesa
O sintoma é o desgaste irregular dos pneus. Ou a sensação clara de que o carro está “puxando” para um lado, mesmo com o volante apontando em linha reta. Ou o contrário: o carro segue em linha reta, mas o volante está torto. Tem algo desalinhado aí!
Basta sair da concessionária para que todo veículo de quatro rodas comece a sofrer todo tipo de tortura: buracos, subida e descida de calçada, lombada etc. Como o conjunto de direção/suspensão é atacado diretamente por esse estresse, é natural que o alinhamento fique comprometido. Por isso a recomendação dos fabricantes é conferir o alinhamento a cada 10 mil km, sempre que sofrer alguma colisão ou ainda ao trocar os pneus.
Método por “altura de referência” não é mais o único para medir a geometria dos veículos Peugeot
As consequências de um alinhamento incorreto vão desde o aumento no consumo de pneus e combustível até a perda da estabilidade. Daí a importância de checar periodicamente os ângulos que atuam sobre rodas e suspensão.
Até 2013 os carros da Peugeot eram medidos somente pelo método “altura de referência”, quando a suspensão é forçada até uma determinada altura, por meio de catracas e braços auxiliares, ferramentas grandes e trabalhosas de operar. A partir de 2014, a fabricante divulgou a tabela de alinhamento com o veículo apenas apoiados sobre o solo, o que facilitou muito a vida de mecânicos e até dos proprietários porque o serviço ficou mais rápido.
Hoje em dia, o alinhamento é uma operação relativamente simples, graças aos aparelhos de medição sofisticados e de altíssima precisão. Máquinas ligadas a sensores e emissores de luz fazem a medição e por meio de programas de computador dão os valores de correção. De acordo com nosso colaborador Silvio da Cruz Silva, instrutor técnico do SENAI-Ipiranga, “se o operador estiver familiarizado com a máquina, o alinhamento demora pouco mais de dez minutos”. No modo apoiado, claro, porque no alinhamento com o carro em altura de referência o tempo é maior.
Silvio esclarece também que, na linha 208 da Peugeot, o único alinhamento possível é o que mede o paralelismo das rodas (convergência e divergência), porque se houver alteração nos valores de cáster ou câmber é resultado de alguma peça danificada. Aí só trocando ou levando à concessionária.
Única correção possível na geometria é o paralelismo das rodas
Medição com o carro apoiado no solo
Todo o alinhamento, tanto o apoiado no solo quanto em altura de referência, segue a mesma rotina. Vamos começar pelo alinhamento apoiado sobre o solo:
1) O primeiro passo com o carro na plataforma é fazer a inspeção visual dos componentes da suspensão e direção. Deverão ser observados:
a) braços axiais;
b) terminais (ball joints);
c) coxins e guarnições;
d) folgas em pivôs;
e) buchas.
2) Em seguida deve-se calibrar os pneus com a medida recomendada pelo fabricante.
3) O trabalho de alinhamento propriamente dito começa inserindo os dados do veículo no computador da máquina. Neste processo serão informados:
a) dados do veículo (modelo, ano, quilometragem etc);
b) qual a queixa/observação do cliente.
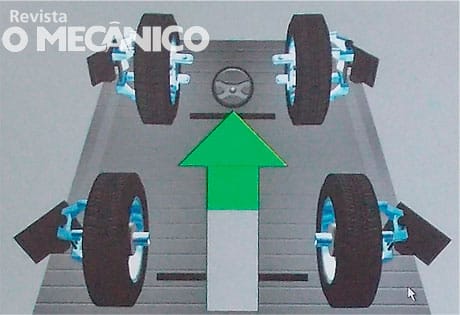
4) Logo após, é feita a aferição do carro com a máquina. O objetivo é compensar qualquer deformação na roda (amassado, ovalização etc). A própria máquina vai fazer a leitura e inserir as informações automaticamente. Esse processo começa com a instalação dos refletores em cada roda. Observe que há a ordem para cada roda. O aparelho em forma de “T”, colocado na frente da plataforma, emite um raio de luz que bate nos refletores e volta, fazendo a leitura de qualquer pequena deformação. O aparelho emite um sinal sonoro para conferir se os refletores estão corretamente fixados e recebendo o feixe de luz.
5) Depois de instalar os refletores, é preciso fazer a rolagem. Para isso, com o volante do veículo alinhado com a plataforma:
a) assegure-se que colocou o limitador atrás das rodas traseiras para impedir que o carro caia da rampa;
b) solte o freio de mão;
c) empurre o carro para trás (ré) até o ponto solicitado pela máquina;
d) espere alguns segundos até emitir o aviso sonoro que completou a leitura;
e) empurre o carro no sentido contrário até ouvir o aviso sonoro.
6) O passo seguinte é medir o esterçamento da direção.
a) Mantenha o freio de estacionamento solto e bloqueie o pedal do freio com a alavanca específica;
b) solte as travas dos pratos sob as rodas dianteiras;
c) gire o volante até ouvir o aviso sonoro da máquina;
d) gire no sentido contrário até ouvir novamente o aviso sonoro;
e) gire o volante até o centralizar as rodas.
7) Esse procedimento confere toda geometria da suspensão, eixos e rodas, tais como: câmber, cáster, inclinação do pino-mestre e convergência.
8) Em seguida, é preciso bloquear o volante com uma ferramenta específica para medir a altura do veículo em relação ao plano horizontal (ao solo).
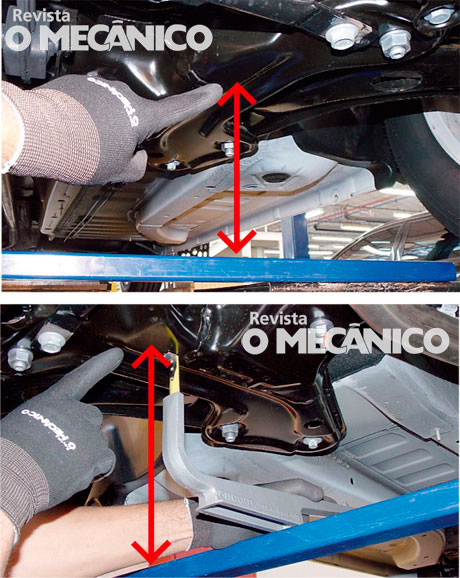
9) De posse de uma régua específica e uma barra de apoio (que simula o solo), meça a altura em dois pontos do berço da suspensão dianteira. É feita nos dois lados, esquerdo e direito. Anote esses números.
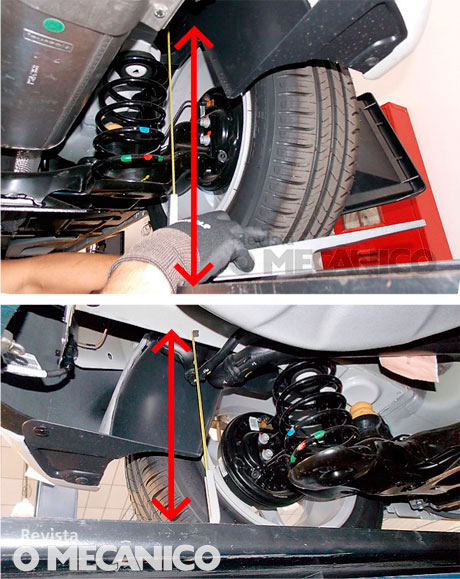
10) A medição da altura na parte traseira é feita diretamente da rampa ao final das longarinas do chassi. Também é feita dos dois lados (direito e esquerdo). Anote os números.
11) Os números coletados da altura nos lados esquerdo e direito são somados entre si e divididos por dois para chegar a uma média para o eixo dianteiro e uma para o eixo traseiro.
Eixo dianteiro: altura lado esquerdo altura lado direito : 2 = valor de referência “VR1”
Eixo traseiro: altura lado esquerdo altura lado direito : 2 = valor de referência “VR2”
Obs: Se, ao comparar os valores de cada lado, os dados de altura estiverem fora das margens de tolerância, que é de 22 mm para o eixo dianteiro e 25 mm para o traseiro, é preciso realizar uma perícia e fazer o reparo na suspensão.
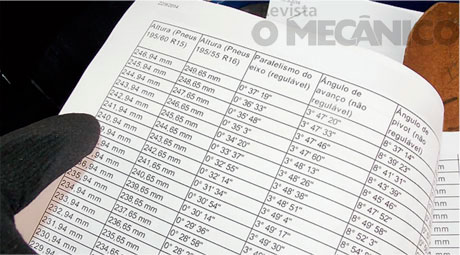
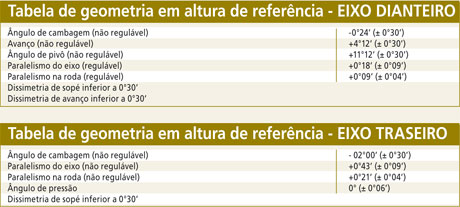
12) As médias dos eixos são os valores de referência, que devem ser consultados na tabelas de geometria, respeitando todas as tolerâncias. Existem duas tabelas, uma para o eixo dianteiro e outra para o traseiro, com valores máximos e mínimos. Se o valor estiver fora da margem das tabelas é sinal de problemas mais sérios na suspensão.
13) Com os valores de referência localizados na tabela, compare os valores de regulagem da geometria com os resultados obtidos pelo equipamento. A tabela com os valores de referência estão após o passo 18.
Obs: o único acerto que pode ser feito é o da convergência ou paralelismo das rodas.
14) Se for necessário realizar o acerto da convergência, retire a trava do volante para liberar a direção antes de iniciar o procedimento.
15) Solte a porca-trava do braço terminal da direção e gire a haste milimétrica até aparecer na tela do computador o valor encontrado na tabela.
16) Aperte a porca-trava e confira se não houve mudança no momento do aperto.
17) Se necessário, repita a operação na outra roda.
18) Mais uma vez cheque se os dados estão corretos e está encerrado o alinhamento pelo método com o carro apenas apoiado na plataforma.
Medição com o carro em altura de referência
Como já foi citado, a Peugeot só oferecia a opção do alinhamento com o carro tracionado de forma a comprimir a suspensão até a altura de referência. Segundo a empresa, com esse método os resultados são mais fiéis. Por outro lado, exigia mais ferramentas, mais tempo de mão de obra e evidentemente maior custo. Por isso, a montadora passou a oferecer também os dados do modelo 208 apenas apoiado ao solo. Mas para quem prefere fazer o alinhamento tensionado, o procedimento começa nos primeiros passos da mesma forma, com inspeção visual, calibragem dos pneus e instalação dos refletores. A diferença começa a partir da medição dos parâmetros.
1) Comece instalando os refletores nas quatro rodas.
2) Com o carro sobre a plataforma, encaixe uma ferramenta chamada disco centralizador nos parafusos de cada roda, certificando-se de que está perfeitamente alinhado. Use a mesma trena específica para fazer a medida do centro do disco até o solo. Esse valor é o do centro do raio da roda ou “R1”. Faça a medição nas quatro rodas e anote os valores de cada uma.
Obs: Observe que a diferença entre os lados de cada eixo não deve ultrapassar 10 mm. Se estiver maior, é preciso realizar uma perícia e reparo na suspensão.
3) No eixo dianteiro, a altura de referência é obtida com um cálculo simples. Utilize um valor “V1”, pré-determinado em 132,5 mm, e subtraia o valor “R1”. O resultado é a altura de referência “AR1” em que o veículo deverá ser colocado na dianteira.
4) No eixo traseiro, o cálculo é feito somando o valor “V2”, pré-determinado em 79 mm, com “R2”. O resultado “AR2” é a altura de referência para a traseira. Todas as medidas são expressas em milímetros.
5) Em seguida, solte o freio de mão e faça o rolamento para frente e para trás até ouvir o aviso sonoro da máquina.
6) Trave o volante.
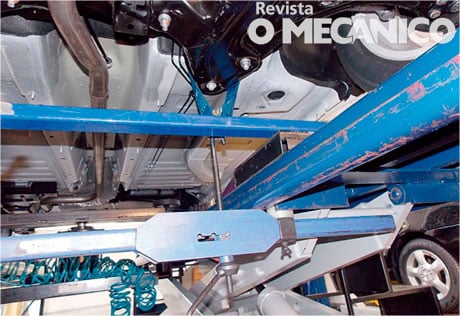
7) Comece o processo para instalar as barras e cintas que irão tracionar o veículo até a altura de referência. Na dianteira, passe as cintas pelos berços da suspensão. Posicione a barra de tração abaixo da plataforma e encaixe as cintas.
8) Inicie a tração no eixo dianteiro, intercalando os lados até chegar nos valores encontrados no passo 3. Faça a conferência com a fita métrica colocada na barra de apoio e não se esqueça de considerar a altura da barra. Os pontos de medição no carro estão no berço da suspensão. Mantenha a frente do carro tracionada.
9) Depois da dianteira faça a mesma operação no eixo traseiro. O ponto de medição no carro é o mesmo do procedimento anterior, no final das longarinas. Tracione até o valor obtido no passo 4.
10) Terminada a traseira, refaça a medição da dianteira porque ao afundar a suspensão traseira a frente levanta alguns milímetros.
11) Solte as travas dos pratos sob as rodas dianteiras.
12) Trave o pedal de freio com a ferramenta específica.
13) Movimente o volante para os dois lados até ouvir o aviso sonoro da máquina.
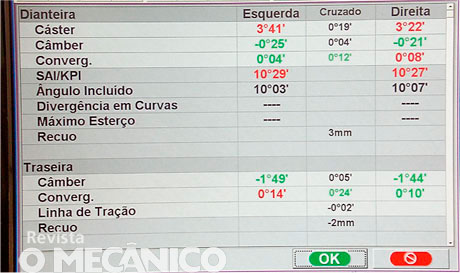
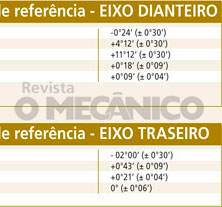
14) Trave o volante com a ferramenta específica e veja no monitor do computador os valores de geometria apresentados. Eles são expressos em graus, minutos e segundos.
Obs: É muito importante verificar se o equipamento de medição oferece em sua literatura as leituras nos dois modos: com o carro apenas apoiado na plataforma e também tracionado até a altura de referência.
15) A partir deste ponto, o procedimento é o mesmo já descrito: confira na tabela de geometria os valores de regulagem para fazer o alinhamento. As folgas e tolerâncias são as mesmas tanto com o carro solto quanto em altura de referência.
16) Neste caso, se necessário, a operação de ajuste da convergência é feita com o carro sempre tracionado em altura de referência.
17) Antes de reapertar os terminais, veja no monitor se não houve alteração em função da carga aplicada na porca travante.
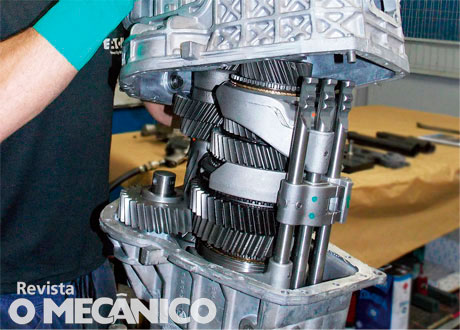
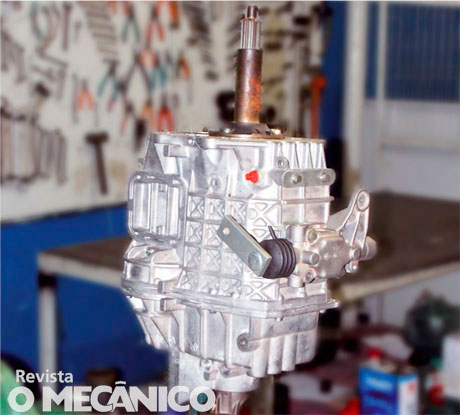
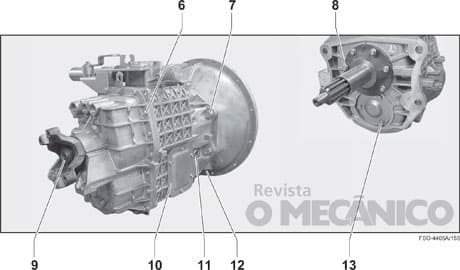
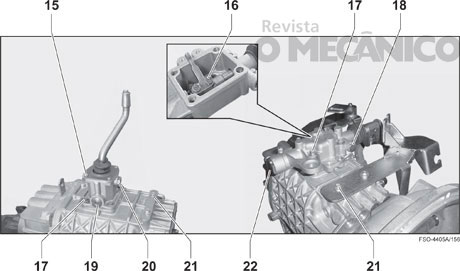
Confira a desmontagem e a montagem do câmbio manual de 5 marchas aplicado em caminhões VW e Ford; veja as dicas de como usar as ferramentas especiais recomendadas pelo fabricante para executar uma manutenção correta no conjunto
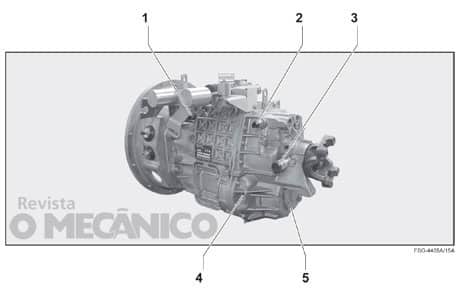
Fabricada pela Eaton, a caixa de câmbio manual FSO-4405 é aplicada em caminhões comerciais leves, como o Volkswagen 8-150 e Ford Cargo 815. Com cinco velocidades à frente e uma à ré, todas sincronizadas, é um conjunto robusto cuja manutenção preventiva é bastante simples: basta manter a lubrificação correta recomendada e orientar o motorista a conduzir o veículo de forma a não desgastar prematuramente o conjunto. A utilização de uma embreagem adequada fornecida pela Eaton é de suma importância para a preservação desta transmissão.
Mas, como todo câmbio, possui uma manutenção corretiva bastante complexa e minuciosa. Nesta reportagem, vamos esmiuçar o procedimento de desmontagem e montagem dessa caixa, atentando para o uso das ferramentas especialmente desenvolvidas e fornecidas pela Eaton para o reparo adequado do sistema, fazendo com que o serviço ganhe em velocidade e qualidade.
Lubrificação
Antes de desmontar o conjunto, vale a pena citar as instruções básicas de lubrificação da caixa para garantir a longevidade das peças. Em uso rodoviário, o lubrificante deve ser trocado pela primeira vez após 50 mil km rodados e conferido quanto a seu nível a cada 25 mil km. Depois disso, a troca deve ser feita a cada 100 mil km rodados. Já no uso fora de estrada, os períodos devem ser cortados pela metade. Entretanto, essa é uma orientação geral. A própria Eaton lembra que a tabela da montadora no manual do veículo prevalece sobre esses números e sempre deve ser consultada.
Eaton recomenda o uso do óleo SAE 80W90 API GL 3 (3000880) disponível na rede de distribuidores, mas sempre evite completar o nível com uma marca ou especificação diferente da que já está no câmbio: há risco de incompatibilidade entre os lubrificantes. A capacidade da caixa é de 4,6 litros.
A troca periódica do óleo do câmbio elimina as partículas de metal que surgem por degaste das peças internas e que podem provocar falhas de rolamentos, anéis e engripamentos. Além disso, os repetidos ciclos de aquecimento e resfriamento que ocorrem na caixa alteram a composição química do lubrificante.
Na hora da troca, limpe a carcaça ao redor do bujão, remova-o e encha a caixa de mudanças com o óleo especificado até o nível do bujão. O mecânico deve efetuar esta operação em uma superfície plana e nivelada, já que o volume de óleo pode variar com a inclinação do motor e da caixa de mudanças. Encher a caixa de mudanças acima do nível vai forçar o óleo para fora da carcaça através da tampa retentora do rolamento do eixo piloto, tampa de controle, torre de controle etc, causando problemas. Outro ponto é sempre drenar a caixa de mudanças enquanto o óleo estiver quente. Não se esqueça de limpar o bujão antes de reinstalá-lo.
Cuidados na manutenção
Se a intervenção no câmbio for necessária, o mecânico deve estar ciente de algumas regras gerais. A primeira delas é substituir qualquer peça que apresentar marcas de desgaste. A caixa de câmbio é um conjunto complexo de dezenas de componentes e reaproveitar uma peça ruim pode prejudicar o funcionamento do conjunto e causar retrabalho para o mecânico ou desgaste prematuro do conjunto. Tome cuidado.
Na montagem, é importante lubrificar todos os colos de engrenagens, rolamentos e componentes submetidos a atrito com o próprio óleo que será colocado no interior da transmissão, de modo a evitar avarias nos primeiros giros das engrenagens.
Caso seja possível reaproveitar os rolamentos que já estavam na caixa, lave-os com querosene ou outro solvente adequado. Na hora da secagem, use ar comprimido isento de umidade, sem dirigir o jato de ar no sentido de girar o rolamento em alta rotação. Isso pode danificar a peça. Evite também o manuseio inadequado dos conjuntos sincronizadores: quedas ou batidas durante a desmontagem ou montagem poderão causar o seu travamento.
O procedimento a seguir foi feito sob a supervisão do especialista de Produto Eaton, João Paulo dos Santos, na oficina Anchieta Câmbios em Santo André/SP, pelos mecânicos Fernando Gonçalves e Clidenor Gomes de Sá.
Diagnóstico e abertura da carcaça
1) Comece o procedimento verificando a folga da transmissão com o relógio comparador. Posicione o relógio comparador, aplique a pré-carga e movimente o flange com a ajuda de uma alavanca. Para as caixas com carcaça de alumínio, o valor de folga nominal fica entre 0,03 e 0,08 mm.
Obs: A caixa deve ser posicionada corretamente para facilitar o serviço. Na oficina onde foi feita esta reportagem, existe uma bancada com um buraco onde o lado com o flange fica para cima.
2) Com a folga da transmissão medida, esgote o óleo da caixa. Utilize uma chave de soquete para encaixar no bujão e girá-lo. Não se esqueça de usar um recipiente adequado para colher o óleo e descartá-lo corretamente. O bujão possui torque correto na montagem, que é de 13,6 a 20,3 Nm.
3) Para soltar a porca do flange, utilize um soquete vendido como ferramenta especial justamente para este reparo. O torque dessa porca na montagem é de 407 a 475 Nm.
4) Em seguida, utilize um soquete 11 mm para soltar os quatro parafusos que fixam a torre de controle à carcaça. O torque desses parafusos na montagem é de 19,0 a 25,7 Nm.
5) Após remover a torre de controle, examine a extremidade do seletor interno de engate em busca de sinais de desgaste. O estado desse componente influencia diretamente a precisão do engate das marchas.
6) Desparafuse a chapa de retenção das molas que seguram o engate das marchas. São três molas que não devem apresentar sinais de desgaste.
7) Cada uma das molas está ligada a um pino-bala, elemento que fica em contato com o varão de engate. O pino-bala (também chamado de pino posicionador) também deve ser examinado quanto a seu desgaste.
8) Para remover a tampa do eixo piloto, é necessário soltar os parafusos de fixação. Em seguida, bata com um martelo de borracha para descolar a tampa da carcaça. Nunca utilize martelo de ferro nesse momento. O torque desses parafusos na montagem é de 9,5 a 16,3 Nm.
9) Aproveite o momento para verificar a capa do rolamento do eixo piloto e o retentor de óleo.
10) Antes de soltar os parafusos da carcaça superior, é necessário remover o parafuso que faz a fixação do eixo da engrenagem louca da marcha a ré.
11) Depois, retire os parafusos que unem a carcaça superior à inferior. Faça a soltura alternando os parafusos diametralmente opostos um ao outro.
12) Para soltar a carcaça, observe os pontos de alavanca. As carcaças são unidas por selante de vedação. Faça a alavanca firmemente, mas com cuidado para não danificar as peças.
13) Remova a carcaça superior e observe se há trincas em sua estrutura. Examine também o estado da capa do rolamento do contra eixo. Não pode haver marcas de desgaste, riscos ou trincas.
Eixo piloto e varões de engate
14) Retire o eixo piloto, peça responsável pela transferência de força do motor para o câmbio.
15) Examine no eixo piloto o estado da engrenagem de quarta marcha e a capa do rolamento inferior. Não pode haver marcas de desgaste, riscos ou trincas.
16) Para remover o rolamento da ponta do eixo piloto, é necessária a utilização de um extrator especial para evitar danos à peça. A ferramenta evita a quebra ou a inutilização do rolamento quando o conjunto é colocado na prensa (ref. Eaton E007002). Há também outra ferramenta especial fabricada pela própria Eaton para servir de calço neste momento.
Obs: Nunca utilize maçarico para dilatar e remover o rolamento.
17) A partir de agora, vamos retirar os pinos elásticos (ou pinos-trava) dos varões de engate, responsáveis por sustentar os garfos que acionam os anéis sincronizadores e os garfos de engate. A desmontagem deve sempre ser feita da esquerda para a direita.
Obs: A recomendação da fabricante é que todos os pinos-trava devem ser substituídos por novos na montagem.
18) O primeiro varão sustenta o garfo de sincronização da 5ª marcha e da ré. Utilize um martelo e um saca-pino nº6 para remover o pino-trava do garfo de sincronização das engrenagens. Em seguida, remova o varão.
19) Todos os setores de engate devem ser inspecionados quanto a desgaste. São estes componentes que entram em contato com a extremidade do seletor interno de engate, assim, movimentando os varões. Examine também os patins (também chamados de buchas) que estão na ponta dos garfos de sincronismo.
20) Dentro do orifício onde o varão está encaixado, existe uma esfera projetada para evitar o duplo engate de marchas. Para evitar que ela caia no fundo do buraco, coloque um saca-pino ou outra ferramenta que possa escorar a esfera. Caso ela vá parar no fundo do orifício, não há como tirá-la dali a não ser virando a carcaça inferior de cabeça para baixo – ou seja, você seria obrigado a remover todas as peças do câmbio antes de recuperar a esfera. A base dos varões possui um encaixe onde essas esferas atuam.
21) O segundo varão contém o garfo de sincronismo da 3ª e 4ª marchas. Para removê-lo, é necessário engatar a 2ª marcha movimentando para cima o garfo de sincronismo das engrenagens no terceiro varão. Depois, utilize o saca-pino para soltar o pino do garfo de sincronismo.
22) Para tirar o garfo de 1ª e 2ª marchas que está no terceiro varão, bata com o saca-pino da direita para a esquerda.
23) O eixo da engrenagem louca da ré pode ser retirado com a mão. Verifique o rolamento localizado na parte interna dessa engrenagem.
24) Neste momento, o eixo principal do câmbio já pode ser tirado. Segure pela engrenagem da ré e puxe com cuidado.
Desmontagem do eixo principal
25) Remover o rolamento do topo do eixo principal também demanda uma ferramenta especial. Neste caso, um extrator que se encaixa sobre o rolamento e “puxa” a peça para fora (ref. Eaton E005011). É necessário apoiar com uma chave de boca e girar a rosca com uma chave-soquete. Especificamente para esta ferramenta, é autorizado o uso da pneumática.
26) Com a remoção do rolamento, chega-se ao sincronizador de 3ª e 4ª marchas, que é removido com as mãos. Veja se os dentes de engate do corpo do sincronizador e dos anéis estão em boas condições.
27) Observe a fita de carbono que está na pista interna do anel do sincronizador da 3ª marcha. De acordo com o técnico da Eaton, esse recurso é utilizado nas marchas de maior utilização do câmbio. No entanto, essa fita tem algumas propriedades que limitam suas possibilidades de aplicação, por isso, não é utilizada em todas as marchas. Neste câmbio, está presente nos anéis da 1ª, 2ª e 3ª marchas. Mas caso haja dúvida, a fabricante orienta o mecânico a consultar seu catálogo de aplicação.
28) Retire o anel espaçador dos roletes do eixo.
29) Tire a engrenagem da 3ª marcha. Confira a qualidade dos dentes de engate e da pista onde o sincronizador freia. Guarde os roletes para utilização posterior.
30) Abaixo da engrenagem está mais um espaçador de roletes do eixo. Os roletes se localizam entre o eixo e a engrenagem.
31) Utilizando um alicate apropriado, solte o anel-trava da engrenagem da 2ª marcha.
32) Remova a arruela de encosto da engrenagem da 2ª marcha. Atenção para a chaveta que fica abaixo da arruela.
33) Tire a engrenagem da 2ª marcha. Assim como a engrenagem de 3ª marcha, confira a qualidade dos dentes de engate e da pista onde o sincronizador freia. Guarde os roletes para utilização posterior.
34) Abaixo da engrenagem, está mais um anel espaçador. E abaixo do anel espaçador, está mais um anel-trava, este responsável pelo sincronizador de 1ª e 2ª marchas.
35) Retire o sincronizador das 1ª e 2ª marchas. Veja se os dentes de engate do corpo do sincronizador e dos anéis estão em boas condições. Repare que existe a marcação do lado do conjunto, indicando qual lado deve ficar voltado para a 2ª marcha.
36) Em seguida, remova a engrenagem de 1ª marcha. Também examine o estado dos dentes e da pista do sincronizador.
37) No caso da engrenagem da 1ª marcha, existe um rolamento ao invés de roletes soltos. Retire-o e inspecione-o também.
38) Solte o anel trava do conjunto da engrenagem da ré com um alicate apropriado.
39) O conjunto também possui anel espaçador e a chaveta, cuja posição deve ser observada.
40) Remova a engrenagem da marcha a ré. Também examine o estado dos dentes e da pista do sincronizador.
41) Tire os rolamentos da engrenagem da marcha a ré.
42) Siga para o conjunto sincronizador da 5ª marcha e da ré. Retire o anel superior do sincronizador e, com um alicate apropriado, remova o anel-trava.
43) Depois, puxe para fora o corpo do sincronizador da 5ª marcha e da ré e o anel restante.
44) Para remover o rolamento e a engrenagem da 5ª marcha, o conjunto precisa ser levado à prensa. É necessária a ferramenta especial que serve para apoiar a engrenagem (ref. Eaton E007020) e um calço apropriado.
Obs: No momento da prensa, coloque um recipiente sob o eixo para que ali caiam os roletes da engrenagem da 5ª marcha. Todos os roletes precisam ser recuperados para a reinstalação.
45) Com o eixo principal totalmente desmontado, examine-o quanto a desgastes, trincas e demais marcas de uso que podem estar prejudicando seu funcionamento.
Desmontagem do contra eixo
46) Posicione a ferramenta especial para extrair o rolamento superior (ref. Eaton E005013), semelhante ao processo do eixo principal. O rolamento pode ser reutilizado desde que removido com a ferramenta especial, que não danifica a peça.
47) Retire o anel-trava da engrenagem da 4ª marcha com um alicate apropriado.
48) Para retirar a engrenagem da 4ª marcha, tire o contra eixo da carcaça inferior e leve-o à prensa. Também existe um calço para essa operação que é vendido como ferramenta especial da fabricante.
Sincronizadores
Esses conjuntos costumam ser as principais fontes de problemas que levam o mecânico a ter que abrir as caixas de câmbio. Desta forma, alguns cuidados devem ser tomados na manutenção.
49) No conjunto sincronizador de 1ª e 2ª marcha, para desmontá-lo, basta pegar com as duas mãos, com o lado da 2ª marcha para cima (indicado na peça), e forçar com os polegares para baixo.
50) Com o sincronizador desmontado, verifique os “cachorrinhos”, que são as peças metálicas que fazem o encaixe dos anéis de sincronismo. Essas peças costumam quebrar devido à vibração torcional causada pelo uso de embreagem inadequada para a aplicação. Verifique também as lamelas, também chamadas de “insertos” e, como já comentamos, olhe as fitas de carbono, no caso dos anéis de 1ª, 2ª e 3ª marchas.
51) Para montar os sincronizadores de 1ª e 2ª marcha, primeiramente passe graxa nas lamelas e posicione-as. A graxa ajuda a segurar a peça na hora da montagem.
52) Coloque os anéis sincronizadores na ordem certa. Observe a marca de engate que já vem de fábrica. Essa marca é feita após testes do conjunto ainda em sua fase de fabricação.
53) Posicione também os “cachorrinhos” com ajuda da graxa.
54) Com o conjunto encaixado, instale o anel-mola nos dois furos do sincronizador sendo um em cada lado. Coloque primeiro a ponta do anel no primeiro buraco à direita, depois vire o conjunto e proceda de mesma maneira. São dois anéis-molas por sincronizador.
Montagem do câmbio
O procedimento de montagem da caixa segue a ordem contrária da desmontagem. Porém, há alguns detalhes importantes que devem ser observados a partir daqui.
55) Todos os anéis-trava devem ser substituídos por novos. Na montagem, observe que sua fenda é trapezoidal, e a base menor deve sempre ficar voltada para cima.
56) No contra eixo, o rolamento do contra eixo deve ser fixado com a ajuda do calço especial (ref. Eaton E001090). Não é necessário o uso da prensa: com a ferramenta, o rolamento pode ser martelado no eixo.
57) Já no eixo principal, aplique graxa para ajudar a posicionar os roletes da engrenagem da 5ª marcha.
Obs: Caso falte algum rolete, é necessário trocar todos eles por novos.
58) Posicione a engrenagem de 5ª marcha e sua arruela espaçadora na sequência.
59) Assim como o rolamento no contra eixo, o rolamento traseiro do eixo principal também deve ser fixado com a ajuda do calço especial (ref. Eaton E010005). Não é necessário o uso da prensa: com a ferramenta de encosto ideal, o rolamento pode ser martelado no eixo.
60) Para facilitar a montagem do sincronizador de 5ª marcha e da ré, posicione o eixo sobre o flange. Em seguida, pegue os anéis sincronizadores e lubrifique-os com óleo de câmbio.
61) Encaixe o primeiro anel e depois o corpo do sincronizador de 5ª marcha e da ré. Há mais um anel-trava neste momento. Depois, ponha o segundo anel.
62) Atenção para a chaveta na hora de posicionar a engrenagem da ré. Coloque o anel espaçador e, em seguida o anel-trava, cuja abertura deve ficar do lado oposto à da chaveta.
63) Coloque a engrenagem de 1ª marcha e, em seguida, o conjunto sincronizador de 1ª e 2ª marchas. No posicionamento, observe o lado de montagem.
64) Depois de posicionar as engrenagens de 2ª e 3ª marchas, lubrifique a área de contato do sincronizador da 3ª e 4ª marchas antes de encaixá-lo.
65) Com a ajuda do calço especial correto (ref. Eaton E010012), instale o rolamento do eixo primário.
66) Outra ferramenta especial (ref. Eaton E001065) é utilizada para assentar o retentor de óleo da capa do rolamento do eixo primário, localizado embaixo do eixo piloto.
67) Encaixe o garfo do sincronizador de 5ª marcha e ré antes de voltar o eixo primário para a carcaça do câmbio. Isso facilita na hora da instalação dos varões.
68) Após acomodar o eixo primário na carcaça anterior e encostar sua ponta, parta para os varões de engate. A ordem de instalação é a inversa: da direita para a esquerda.
69) No momento de instalar o novo pino elástico do garfo de sincronismo da 5ª e da ré, é imprescindível o uso do saca-pino para evitar danos à carcaça. Qualquer amassado na região de assentamento causa vazamento de óleo e a perda da carcaça, que deverá ser trocada.
70) Ao reposicionar o eixo da engrenagem louca da ré, seu parafuso de fixação deve receber trava química em sua rosca e aperto com o torque correto, que deve ficar entre 19 e 25,7 Nm.
71) Antes de fechar a caixa definitivamente com o selante indicado pela fabricante, meça a folga do eixo principal para calcular qual deve ser a espessura dos calços que devem ser adicionados ou retirados. Para isso, parafuse a carcaça sem aplicar o selante, instale o flange e vire a caixa, novamente com o flange para cima. Gire várias vezes o eixo principal no sentido horário e anti-horário, assim garantindo que assente totalmente no rolamento. Apenas depois desse movimento faça a medição com o relógio comparador e a alavanca, tal qual no primeiro passo do procedimento de desmontagem. A folga deve ficar entre 0,03 e 0,08 mm.
Obs: O mecânico deve levar em conta na medição que a tampa do eixo piloto deve ser fechada obrigatoriamente com Loctite 262 entre os calços, o que por si só adiciona 0,03 mm à folga. Logo, se a folga estiver em 0,08 mm, quando a caixa for definitivamente fechada, ficará em 1,1 mm, o que não seria o correto.
72) Aproveite o momento para fazer a medição da folga do contra eixo. Abra a tampa traseira do contra eixo e use-a como apoio para a base do relógio comparador, instalando a tampa invertida em um dos furos de fixação. Remova a tampa lateral da abertura da tomada de força e introduza uma alavanca para forçar o contra eixo para cima. A folga deve ficar entre 0,03 e 0,08 mm.
Obs: Os calços ficam do lado do eixo piloto, ou seja, do lado oposto ao da medição. Caso seja necessário compensar a folga, feche a tampa traseira do contra eixo e gire o câmbio. Abra a tampa dianteira do contra eixo para ter acesso aos calços e fazer a correção necessária.
73) Para vedar a carcaça, aplique o selante (de alta resistência a óleo) por toda a área de assentamento. O torque dos parafusos de fixação deve ficar entre 19 e 25,7 Nm.
Veja a tabela de torques completa:
Item
Descrição
Rosca
Torque N.m (lb.ft)
Trava química
1
Interruptor de ré
9/16″ – 18 UNF
13,6-20,3 (10-15)
Loctite 262
2
Interruptor de neutro
5/8″ – 18 UNF
13,6-20,3 (10-15)
Loctite 262
3
Sensor do velocímetro
3/4″ – 16 UNF
9,5-16,3 (7-12)
Loctite 262
4
Parafusos de fixação da engrenagem louca da ré
M8
19-25,7 (14-19)
Loctite 262
5
Parafusos da tampa traseira do contra-eixo
M10
19,0-25,7 (14-19)
Loctite 262
Item
Descrição
Rosca
Torque N.m (lb.ft)
Trava química
6
Parafusos das junções das carcaças
M8
19-25,7 (14-19)
Loctite 262
7
Parafusos da carcaça
M14
108,6-121,7 (80-90)
Loctite 262
8
Parafusos da Tampa Retentora Dianteira (Eixo-Piloto)
M8
9,5-16,3 (7-12)
Loctite 262
9
Porca do garfo da junta universal (yoke)
1-1/4″ – 18 UNF
407-475 (300-350)
Loctite 262
10
Parafusos da tampa da PTO
3/8″ – 16 UNC
19-25,7 (14-19)
Loctite 262
11
Bujão de enchimento
3/4″ – 14 NPTF
13,6-20,3 (10-15)
Loctite 262
12
Parafusos da tampa de inspeção da embreagem
M5
1,4-6,8 (1-5)
Loctite 262
13
Parafusos da tampa
M8
9,5-16,3 (7-12) *1
Loctite 262
14
Bujão de dreno *3
3/4″ – 14 NPTF
13,6-20,3 (10-15)
Loctite 262
*1 Tampa estampada *2 Tampa fundida *3 Não ilustrado
Item
Descrição
Rosca
Torque N.m (lb.ft)
Trava química
15
Parafusos da tampa de fixação do protetor de pó *5
M5
2,0-7,0 (1,5-5)
Loctite 262
16
Parafusos de fixação da alavanca interna de engate *4
3/8″ -24 UNF
34-41 (25-30)
Loctite 262
17
Parafusos da Torre de Controle
M10
19,0-25,7 (14-19)
Loctite 262
18
Bujão da mola posicionadora da 5ª marcha (offset) *4
M16
13,6-20,3 (10-15)
Loctite 518
19
Bujão de retenção da mola do êmbolo *5
M18
10,5-20,3 (8-15)
Loctite 518
20
Pino roscado de fixação da alavanca de mudanças *5
M12
9,5-16,3 (7-12)
Loctite 262
21
Parafusos da tampa do mecanismo posicionador de engate
M8
9,5-16,3 (7-12)
Loctite 262
22
Bujão das molas seletoras do eixo de engate *4
1-1/4″ – 12 UNF
34-41 (25-30)
Loctite 518
*4 Torre de Controle Remoto *5 Torre de Controle Direto
Durante três décadas, a Revista O Mecânico levou para o profissional da manutenção independente o melhor conteúdo técnico do setor automotivo
Do norte ao sul do Brasil, quem batalha dentro das oficinas independentes convive com diversos problemas que, a esta altura, não deveriam mais ser comuns à profissão. O mais importante deles é a falta de formação, atualização e capacitação técnica. E todos nós sabemos que informação é a base da profissão de reparador automotivo. Por isso, há trinta anos, a Revista O Mecânico faz de tudo para ajudar você, amigo mecânico, a encontrar as melhores soluções no dia a dia da sua oficina.
A Revista surgiu em 1984, quando o mercado começava a esboçar o cenário que ele sustentaria até o final dos anos 90. Desde o início, trouxemos as matérias técnicas para manter o mecânico independente atualizado com o que havia de mais moderno no mercado nacional automotivo.
Você se lembra de como a tecnologia mudou de lá pra cá? Naquela época, itens como airbag e ABS eram artigos de luxo destinados a grandes carros no exterior. Hoje, a presença de ambos em qualquer veículo leve brasileiro virou lei. Assim como atualmente também é “lei” que o mecânico saiba tudo de computador e internet. Não dá mais para tocar uma oficina sem estar conectado à rede ou não saber operar um scanner automotivo.
É inegável que existe um “antes e depois” no setor da reparação independente: a injeção eletrônica, popularizada no final da década de 90. Foi um marco que colocou os mecânicos na parede: quem não aprendesse a mexer com esse sistema, sofreria a seleção natural do mercado. Esse mesmo fenômeno começa a acontecer na mecânica diesel através dos motores eletrônicos. Com as normas Euro 5/Proconve P7 valendo desde 2012, a tecnologia embarcada nos caminhões vem aumentando drasticamente e o profissional que pretende permanecer no mercado de manutenção de pesados não pode perder o bonde da história.
Se as novidades vão se acumulando uma sobre a outra com os caminhões e ônibus, imagine nos veículos leves! Por exemplo, o câmbio automatizado, que ainda era uma novidade fresquinha na época de nossa edição de 25 Anos em 2009, hoje já está presente em dezenas de milhares de unidades nas ruas. E foi aqui, na Revista O Mecânico, em julho de 2014, que você viu pela primeira vez a desmontagem do sistema Free Choice e as possibilidades de reparo.
Em 2014, mostramos em primeira mão o reparo do sistema Free Choice do câmbio automatizado Dualogic
Por falar em tecnologia, é curioso notar que nascemos juntamente com o Fiat Uno, a estrela de nossa edição nº1 – que resistiu até seus últimos dias, no final de 2013, chamado apenas de Mille. Foi por pouco que o valente carrinho não chegou até aqui conosco. E o modelo sucessor que herdou seu nome agora é o primeiro carro fabricado no Brasil com sistema Start/Stop. Sinal de novos tempos na indústria, que se vê obrigada a atender um consumidor cada vez mais exigente.
Em 1984, nossa 1ª edição desvendava os mistérios do carburador de motores a álcool
O profissional da reparação, claro, tem que se manter a par de cada mudança. Só que hoje existem mais de 400 modelos de veículos à venda, de 50 marcas diferentes, todos com suas necessidades especiais de reparo: dá para guardar tanta informação?! O trabalho é duro, ainda mais se considerarmos que a frota circulante já ultrapassa os 40 milhões de unidades entre automóveis, comerciais leves, caminhões e ônibus – e a manutenção de pelo menos 80% destes veículos está nas mãos do mecânico independente.
Por isso, no que é conferido a nós, estamos prontos para abastecer você, leitor, com informação técnica de qualidade. E o reconhecimento que temos recebido dos profissionais do setor é gratificante. “Eu conheci a Revista O Mecânico em uma das feiras Automec, imagino que tenha sido há uns dez anos. Gosto muito do conteúdo, é informativo, contém dicas que equivalem a anos de experiência, além de ser didática”, conta o mecânico José Tenório da Silva Junior, proprietário da JR Mecânica Automotiva em São Paulo/SP, que existe há 20 anos.
Frota circulante de carros, caminhões e ônibus já ultrapassa os 40 milhões de unidades no Brasil
José Tenório conta que, na época da fundação da oficina, a necessidade de atualização constante era mínima e o acesso à informação estava praticamente restrito às redes concessionárias. “Hoje, com a evolução dos carros e da tecnologia embarcada, a atualização constante é mais que necessário, é obrigação. No entanto, nós, reparadores, não temos condições para fazer cursos todos os meses. Mas, com a ajuda da Revista O Mecânico, essa atualização se torna possível”, ressalta Tenório. “Isso faz grande diferença nesse mercado que cresce a olhos vistos e que está cada vez mais concorrido. Portanto, como eu não desejo ficar de fora, deixo a Revista na minha oficina em lugar comum, uma pequena copa onde fazemos as nossas refeições diárias e todos têm acesso”, complementa.
Disseminando a informação
Através das diversas ações além da Revista, criamos nossa plataforma de comunicação para disseminar a informação que vem diretamente do fabricante da peça para o reparador.
EXPOMECÂNICO
Em suas três edições, o evento levou milhares de mecânicos, balconistas e familiares dos profissionais ao Autódromo de Interlagos, em São Paulo/SP. A EXPOMECÂNICO reuniu todos os elos da cadeia automotiva dentro de um novo conceito, um formato diferenciado, mas com o mesmo foco da Revista: a atualização e a capacitação profissional. Tudo isso num clima bem descontraído, no qual os participantes puderam levar as suas famílias para se divertir a aproveitar as diversas atrações oferecidas no evento.
A EXPOMECÂNICO contou com a parceria de várias empresas envolvidas em todos os segmentos da indústria automotiva, incluindo montadoras, fabricantes de autopeças e de equipamentos, e petroleiras. As associações do setor também marcaram presença, sempre com o intuito de estar mais perto do seu público e disseminar suas informações e dicas. O que não faltou no evento foram atrações para todos os gostos: teve exposição de autopeças e produtos, palestras técnicas, demonstrações de sistemas e equipamentos, distribuição de brindes. Ao final de cada dia, o Concurso Cultural presenteou o mais criativo mecânico com uma moto ou um carro 0 km.
Mas a parte que elevou a adrenalina de mecânicos e balconistas para as alturas foi o “Rolê na Pista”. Quem participou das palestras teve a chance de conhecer o circuito curva por curva. “É uma emoção que todos querem ter, de andar na pista e sentir aquilo que nós vemos na TV. É uma coisa que vai ficar na minha história e vou contar pros meus filhos que vão crescer, pros meus netos, bisnetos e tataranetos”, declarou o reparador automotivo Marcelo Tita da Silva, que saiu da cidade de Ourolândia/BA exclusivamente para participar do evento em 2012.
ATUALIZAR O MECÂNICO
Projeto que acontece dentro do estande da Revista nas principais feiras do setor da reparação nacional, o Atualizar O Mecânico tem a missão de disseminar informações técnicas e outras dicas para o dia a dia dos profissionais da reparação, com o objetivo de elevar a satisfação do cliente nos serviços prestados na oficina. As palestras são gratuitas e todos os mecânicos que participam recebem um certificado e ganham uma assinatura anual da Revista. Dezessete empresas e entidades já participaram do Atualizar desde 2008. Os conteúdos abordados variaram desde injeção eletrônica até gestão de oficinas.
Desde 2008, a ação já fidelizou e criou um público próprio, que procura diretamente o estande da Revista atrás das palestras. Entre os mais assíduos participantes do Projeto está o mecânico Sineo Schütz, de Campo Grande/MS. Durante a Autopar 2014, ele disse que já acumula “uns sete ou oito” certificados de quatro diferentes edições do Atualizar. A próxima edição acontece dentro da próxima Automec Leves, em abril de 2015. Fique ligado!
O MECÂNICONLINE NO YOUTUBE
Desde 2013, todo o conteúdo dos programas técnicos da série O Mecâniconline pode ser acessado através do YouTube. O consagrado programa técnico da Revista O Mecânico virou referência de mercado, abordando todos os temas relacionados à reparação automotiva. A série apresenta procedimentos do tipo passo a passo que trazem dicas para diagnóstico e manutenção, tanto preventiva como corretiva, dos mais diversos sistemas, abrangendo mecânica, eletrônica embarcada, novas tecnologias, lançamentos, além de dicas sobre gestão e qualificação, sempre com foco na atualização e capacitação dos profissionais da reparação automotiva em veículos leves e pesados.
MANUAL TÉCNICO
O Manual Técnico O Mecânico foi idealizado e produzido para proporcionar ao profissional da reparação uma maneira fácil, simples e barata de se atualizar, com o intuito de oferecer a excelência em prestação de serviços para os seus clientes, gerando a satisfação e fidelização de sua clientela. Nossa equipe desvendou todos os mistérios que envolvem a mecânica dos modelos Peugeot 307 (1.6 manual e 2.0 manual e automático) e 207 (XR/XRS 1.4 manual), três das versões mais populares dos veículos da marca francesa no Brasil.
O Manual foi elaborado a partir das experiências adquiridas pela Revista, incluindo vídeos em DVDs e um livro de apoio que trazem em detalhes todos os procedimentos necessários para efetuar a manutenção preventiva e corretiva dos veículos, passando por todos os sistemas e componentes, incluindo tabelas de especificações e torques, esquemas elétricos e dicas técnicas.
FANPAGE NO FACEBOOK
Em menos de três anos, a página da Revista O Mecânico no Facebook ultrapassou as 310 mil curtidas. A rede social se mostrou mais um importante canal de comunicação de divulgação de informação técnica para o reparador automotivo.
TABLET E SMARTPHONES
Todo o conteúdo publicado na Revista está disponível para tablets e smartphones na íntegra. O acesso pode ser feito via App Store ou Google Play, no caso do sistema Android, buscando na lista de apps o link “Revista O Mecânico”.
NOVO VISUAL DO PORTAL
Assim como os principais automóveis do mercado sempre atualizam seu design depois de lançados, fizemos o mesmo com o nosso Portal: um “facelift” que manteve a essência e facilitou o acesso às informações que disponibilizamos no site.
NOVO VISUAL DA REVISTA
Nos últimos cinco anos, a cara da Revista mudou para melhor. Nosso projeto gráfico ficou mais leve, facilitando a leitura, e mais bonito. Em janeiro de 2014, veio a mudança mais radical: nosso logotipo na capa passou a ser posicionado na horizontal, marcando o início da comemoração pelos 30 anos de fundação.
PARABÉNS!
E daqui a cinco anos?
Muita coisa mudou desde a nossa última edição especial, que comemorou os 25 Anos da revista. Para Antônio Fiola, presidente do Sindirepa Nacional e do Sindirepa-SP, a frota circulante cresceu e está mais diversificada, além de recursos tecnológicos estarem cada vez mais presentes nos veículos. “Isso exige capacitação técnica constante dos profissionais da reparação. Também é preciso investir em equipamentos. A gestão da oficina está mais complexa. Tudo isso modificou a forma de administrar e atender o cliente que está cada vez mais exigente”, conta. O reparador precisa estar atento a todas as mudanças para poder adaptar o seu negócio a este novo mercado em transformação.”
O diretor do SENAI-Ipiranga, Fábio Rocha, relata que estudos apontam que os BRICs (Brasil, Rússia, Índia e China) dominarão o mercado automotivo nos próximos 5 anos. O Brasil ocupa a quarta posição no ranking global de vendas e deve manter essa posição até 2020. “O mercado nacional tem ainda grande potencial de crescimento. Do ponto da tecnologia, além da evolução e integração entre os sistemas eletrônicos e sistemas de comunicação que já entram em escala comercial, temos acompanhado um número cada vez maior de veículos em lançamento que utilizam meios alternativos de energia, incluindo veículos elétricos e híbridos, que aos poucos começam a ganhar as ruas e diversificar o perfil da frota. O reparador precisa ficar atento a esses cenários para ‘correr na frente’ e não perder as oportunidades que virão”.
Para o varejo de autopeças, Francisco de la Tôrre, presidente do Sincopeças, projeta que as mudanças trazidas pela introdução de novas marcas e pelo aumento da frota continuem a movimentar o mercado independente, o que é muito bom. “Por outro lado, o profissional precisa estar apto para acompanhar todas as evoluções e enfrentar a concorrência acirrada. Quem estiver preparado vai conseguir aproveitar as oportunidades que o mercado oferece”, complementa Francisco.
O representante das oficinas de retíficas de motor, José Arnaldo Laguna, presidente do Conarem, reforça a importância do treinamento da equipe e do investimento em equipamentos. “Falando especificamente de retíficas de motores, o mercado será cada vez mais concorrido e também técnico. O retificador precisará investir constantemente para poder ser competitivo”, aponta Laguna.
Feira de autopeças realizada em Santa Catarina promoveu cursos de atualização e um campeonato de envelopamento
A primeira edição da AutoTools, feira que reuniu todas as linhas de autopeças, ferramentas, serviços e acessórios para as linhas leve e pesada trazidas por expositores de grande porte nacionais e internacionais, ocorreu entre os dias 27 e 30 de agosto, em Florianópolis/SC.
A feira promoveu também palestras e workshops de capacitação para profissionais da área. A Maxxi Training, divisão do Grupo DPaschoal, realizou sete cursos gratuitos sobre novas tecnologias e mecânica básica. Mini cursos de capacitação também foram oferecidos gratuitamente pela Fenabrave (Federação Nacional da Distribuição de Veículos Automotores), Aresc (Associação das Retíficas do Estado de Santa Catarina) e Conarem (Conselho Nacional de Retífica de Motores) e por empresas expositoras e parceiras, como a MTE-Thomson. O SENAI também marcou presença com cursos em uma oficina mecânica modelo.
Outro destaque da AutoTools foi o Cambea Fast – modalidade Rápida do Campeonato Brasileiro de Envelopamento Automotivo. Os participantes tiveram como missão envelopar o capô de um automóvel em, no máximo, 15 minutos. Os critérios de avaliação incluíram, além da velocidade, detalhes como acabamento, refile, bolhas e qualidade. Os melhores competidores foram classificados para o grande evento nacional de 2015, com realização em São Paulo.
Da parte de inovações tecnológicas, soluções nas áreas de peças, sistemas, reparação, manutenção, tuning, TI e gestão de veículos. Outra atração foi a demonstração de um sistema para recarregar baterias do carro pelo carregador extra de bateria do aparelho celular.
Segundo a organização da AutoTools, foram gerados pelo menos R$ 10 milhões em volume de negócios entre os 77 expositores. O público estimado foi de aproximadamente 6.750 pessoas.
Diretor da NGK do Brasil, Edson Miyazaki conta sobre os 55 anos da inauguração da fábrica da marca no País e revela que há planos de ampliar a capacidade de produção de velas para pelo menos 100 milhões ao ano
Revista O Mecânico: Como e por que surgiu a ideia de construir uma fábrica da NGK/NTK em Mogi das Cruzes? Edson Miyazaki: Quando chegou ao Brasil, há 55 anos, iniciava-se o grande desafio de inaugurar a primeira planta da marca fora do Japão. Da necessidade surgiu a demanda proporcionada pela recém-criada indústria automotiva brasileira e a instalação de montadoras como General Motors, Simca, Lambretta, International Harvester, Willys Overland, Vemag e Volkswagen. A cidade de Mogi das Cruzes foi escolhida por ser estratégica em opções logísticas, além de ser uma região acolhedora, onde a NGK encontrou todas as condições necessárias para iniciar seus trabalhos.
Primeira da marca fora do Japão, planta da NGK no Brasil completa 55 anos
O Mecânico: Quais itens são produzidos na fábrica da NGK/NTK no Brasil diariamente? Edson: Para o setor automotivo, a planta produz velas, cabos de ignição e terminais supressivos (motos).
O Mecânico: Além da produção desses itens, quais outros serviços são realizados na unidade? Edson: Ainda no setor automotivo, a NGK, por meio da marca NTK, comercializa sensores de oxigênio e sensores de detonação. Também são produzidos itens de cerâmicas técnicas e pastilhas para revestimentos.
O Mecânico: A NGK conta com fábricas em quais outros países? Edson:Atualmente a NGK possui 15 unidades distribuídas pelo mundo, ainda possui quatro Centros Tecnológicos, um deles no Brasil, além de unidades comerciais em todo o globo.
O Mecânico: Quantos funcionários há na unidade brasileira? Edson: A NGK do Brasil, atualmente, possui um quadro de 1.300 colaboradores.
O Mecânico: A fábrica brasileira exporta produtos? Quais e para onde? Edson: No Brasil, fomos responsáveis pela primeira fábrica da NGK fora do Japão e somos responsáveis pela distribuição em toda a América do Sul, além de exportar alguns itens específicos para os Estados Unidos, México, Europa, África e, até mesmo, para a matriz japonesa.
O Mecânico: Qual a importância do mercado de reposição de autopeças no Brasil para a NGK/NTK? Edson: Para a NGK do Brasil, tanto OEM como reposição e exportações possuem o mesmo peso e importância. Prova disso é o produto utilizado em todos os segmentos: é exatamente o mesmo, contando com o mesmo processo, matéria-prima e controle de qualidade. O segmento de reposição é considerado como um parceiro e possui importância estratégica. Nossos produtos possuem peculiaridades técnicas que influenciam diretamente o desempenho do veículo e que necessitam de uma aplicação correta. Estas características tornam fundamental o grande entendimento técnico destes profissionais, com quem nossa relação será sempre estreita e contínua.
O Mecânico: Em sua opinião, o mecânico é um formador de opinião? Edson: Vemos o mecânico como uma extensão da NGK no mercado. A importância destes profissionais passa pela escolha dos produtos NGK, mas também é parte integrante na qualidade oferecida ao consumidor final por ser responsável pelo manuseio e na escolha correta do produto específico para cada aplicação. Além disso, o mecânico é, para a NGK, um foco de inúmeras pesquisas. Ele é como uma “antena” que capta informações de todo o mercado, nos ajudando a verificar e identificar a necessidade de aprimoramentos, treinamentos e até mesmo para melhor conhecer e avaliar as verdadeiras necessidades e demandas do mercado.
O Mecânico: Como é a relação entre a marca e o mecânico independente? São promovidas ações para esse público? Edson: Os produtos da NGK do Brasil estão presentes em todo o território nacional com equipes especializadas que atendem aos clientes e realizam palestras para oficinas em todas as regiões do País. Em outros casos, o próprio reparador solicita, por meio do no nosso SAC (0800 197112) ou diretamente aos nossos representantes, visitas presenciais nos estabelecimentos para a realização dos treinamentos. Por fim, a NGK do Brasil modernizou seu site, direcionando ainda mais o conteúdo ao reparador e facilitando o acesso dos profissionais do segmento e disponibilizando muito mais informações e, ainda, vídeos técnicos com informações de velas; cabos; sensores e terminais em que os usuários podem realizar o curso online e receber o certificado de conclusão gratuitamente.
Na Unidade de Mogi das Cruzes/SP são produzidas anualmente 78 milhões de velas por ano
O Mecânico: Quais as ações de sustentabilidade promovidas pela fábrica da NGK/NTK? Edson: A NGK é certificada pela ISO 14.001, norma ambiental que estabelece diretrizes sobre a área de gestão ambiental dentro de empresas. Entre outras ações estão a redução no consumo de energia elétrica e a reutilização de água a partir de estações de tratamento de efluente, que possibilitam o reuso em processos produtivos. Além disso, a NGK trabalha no aumento da reciclagem de resíduos que são destinados a aterros industriais, desenvolvendo prestadores de serviços ambientais cada vez mais capacitados.
A empresa investe também em equipamentos para redução e reaproveitamento de líquidos residuais, reciclagem de banhos galvânicos, captação e utilização da água de chuva, e na modernização de equipamentos com motores elétricos de alta eficiência e auditorias constantes em prestadores de serviços ambientais. Implantamos, neste ano, os chamados ECOpontos, inicialmente um dentro da fábrica e outro em frente, na portaria da NGK, para uso da população vizinha, desenvolvidos para receber resíduos de difícil destinação e que, quando descartados incorretamente, prejudicam o meio ambiente.
Apesar de todas essas medidas, o maior orgulho da NGK está nos próprios produtos que fabrica. O uso correto das velas e cabos de ignição, assim como dos sensores de oxigênio, é essencial para o controle de emissões de poluentes dos veículos, e contribui de forma ainda mais abrangente com a proteção do meio ambiente. Paralelamente, realizamos um trabalho constante de conscientização do consumidor sobre a necessidade de manutenção.
O Mecânico:Quais novidades a NGK/NTK está preparando para o Brasil nos próximos anos? Edson: A NGK possui um intenso programa de pesquisa e está constantemente analisando e desenvolvendo novas tecnologias. Por enquanto, não podemos adiantar novidades. Mas algo a que estamos nos dedicando fortemente é na ampliação da nossa capacidade de produção, passando de atuais 78 milhões de velas/ano para 100 milhões de velas/ano.
Posts Relacionados
Nós utilizamos cookies e outras tecnologias semelhantes para melhorar a sua experiência em nossos serviços, personalizar publicidade e recomendar conteúdo de seu interesse. Ao navegar em nossos site, você aceita a política de monitoramento de cookies. Para mais informações, consulte nossa Política de Privacidade.