



A análise geral do desempenho das fabricantes nacionais de pneus mostra uma queda de 1,2% nas vendas de todos os segmentos, segundo o salanço setorial de janeiro a outubro de 2015 levantado pela ANIP (Associação Nacional da Indústria de Pneumáticos). Devido à forte retração da produção nacional de veículos, o cenário econômico do setor favorece medidas de contenção como demissões e lay offs.
A Dunlop afirma que adota um modelo diferenciado de atuação e já comemora o crescimento de sua rede no país, que hoje conta com mais de 120 pontos de vendas em todos os estados brasileiros.
Dos 120 pontos de venda da Dunlop, 47 são redes credenciadas, ou seja, estabelecimentos autônomos, porém associados à empresa como forma de parceria. A seleção das lojas é realizada a partir de uma avaliação do local e da sua reputação na região, priorizando assim a vinculação da marca a unidades consolidadas e de confiança. As lojas credenciadas têm fachada Dunlop e recebem treinamentos técnicos e de vendas assim como as outras unidades oficiais da marca.
A Dunlop explica que oferece aos lojistas credenciados treinamentos técnicos e comerciais para toda a equipe de vendas, além de ampla consultoria. A empresa também padroniza toda a fachada e auxilia a adequação interna da loja totalmente sem custo. Com isso, o empresário dos pontos de venda tem à mão as melhores práticas do mercado para alavancar seu negócio.
“Olhando para o pequeno empresário, é possível argumentar que os fatores influenciadores da mudança de bandeira são o reconhecimento da marca no mercado internacional, sua produção nacional, crescimento e credibilidade da marca no Brasil”, afirma Gilvani Alves de Oliveira, dono da TOP-SET Centro Automotivo e credenciado Dunlop desde junho de 2015.
Sua loja, que já existia no modelo multimarca desde 2011, viu os lucros aumentarem em 50% desde o credenciamento. O empreendedor viu na troca de bandeira uma oportunidade para acompanhar o crescimento da Dunlop no país, tem planos de expansão e deve inaugurar mais uma loja ainda em 2016.
A história não é diferente para Acir Soares, proprietário da AGM Pneus, em Brasília. A loja existia há quinze anos no modelo multimarca e foi credenciada em 2015. Desde então, o executivo – que é dono de outros dois estabelecimentos – viu o crescimento dos negócios de Dunlop ultrapassar o de suas outras lojas.
Acir está em negociação com a Dunlop para que estas se tornem credenciadas também. O empresário já entendia a força que uma marca tradicional com presença nacional tem. E enxerga na troca de bandeira uma oportunidade para alavancar os negócios.
Injeção: Diagnóstico de sistema de injeção common rail

Acompanhe os passos da análise completa do sistema de injeção common rail da Bosch no motor FPT F1C, que equipa caminhões Iveco Daily 70C16
Texto e fotos: Fernando Lalli
Quando se trata de injeção diesel, o common rail domina o mercado. Presente na maioria dos caminhões e ônibus que rodam atualmente nas ruas e estradas brasileiras, este sistema de injeção ajudou a revolucionar o mercado diesel no Brasil nos últimos 15 anos. Entretanto, é um sistema complexo. Sua reparação necessita que a oficina tenha os equipamentos corretos para garantir, além de precisão, a velocidade que o cliente precisa. Um diagnóstico muito longo gera prejuízo tanto para o dono do veículo quanto para o dono da oficina. “Quando falamos em reparação de common rail, os diferenciais que o mecânico deve ter são capacitação, equipamentos e agilidade”, declara o instrutor de sistemas diesel da Bosch, Rafael Amorim. “O profissional que faz esse diagnóstico rápido, resolve rápido o problema e ganha dinheiro mais facilmente, então, ele precisa saber quais ferramentas utilizar e como utilizá-las”.
No exemplo desta reportagem, foi utilizado o motor F1C, fabricado pela FPT, que equipa caminhões Iveco Daily 70C16 ano 2008. Rafael Amorim simulou falhas nas linhas de baixa e alta pressão para exemplificar casos comuns nas oficinas e quais processos devem ser seguidos, sempre dentro da sequência sugerida pelo equipamento de análise.
Procedimento
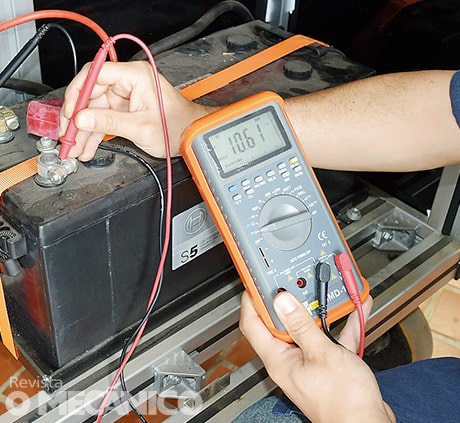
1. Ao contrário do que muita gente pensa, o primeiro passo a ser executado quando se fala em diagnóstico de sistema common rail é a análise da bateria. A bateria tem uma grande importância, não só para dar partida, mas também para alimentar todos os sistemas eletrônicos embarcados no veículo, tais como chave codificada, central de injeção e outros componentes que tenham influência sobre o funcionamento do veículo. No momento da partida, é importante garantir que a tensão da bateria fi que sempre acima de 9,8 V.
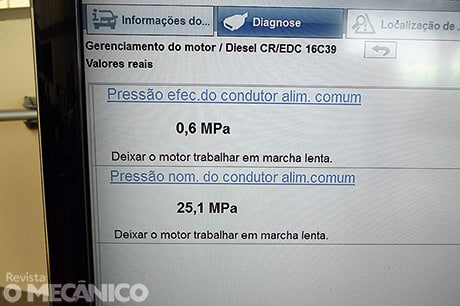
2. O próximo teste a ser feito é medir a pressão do sistema de combustível. Para esse teste, nesta reportagem utilizamos o equipamento Bosch KTS 570, ligado ao sistema de gerenciamento eletrônico do motor. No monitor do aparelho, são mostradas as pressões nominal e efetiva do sistema de combustível. A pressão nominal indicada no aparelho para o motor desta reportagem é 25,7 MPa (sigla para megapascal – 1 megapascal é equivalente a 10 bar). Ao dar partida no veículo, se a pressão efetiva não atingir o valor nominal, será necessário verificar a linha de baixa pressão do combustível.
OBS: O sistema common rail é dividido em linhas de baixa pressão, alta pressão e linha de retorno. Cada veículo tem uma pressão de trabalho diferente: isso depende de condições do veículo e do sistema utilizado. Por isso, a consulta ao manual é necessária, uma vez que, se você trabalhar com valores errados você vai ter um diagnóstico errado.
3. Ao diagnosticar a linha de baixa pressão de combustível, o objetivo é atestar que o diesel está saindo do tanque e chegando até a bomba de alta pressão na quantidade e pressão corretas. Para tal, é necessário instalar no sistema um manômetro de baixa pressão após a bomba elétrica de combustível.
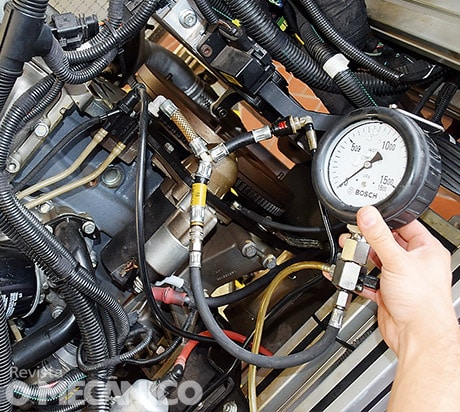
4. A pressão de trabalho do circuito de baixa pressão no motor F1C deve ficar entre 4,2 e 4,7 bar. No teste, ao dar a partida no motor, a pressão ficou em aproximadamente 1,5 bar. Portanto, há uma falha no circuito de baixa pressão que deve ser corrigida antes de dar sequência ao diagnóstico.

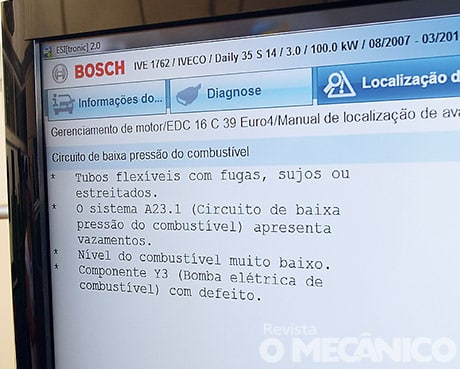
5. O aparelho de diagnóstico KTS 570, utilizado nesta reportagem, mostra ao mecânico a sequência de testes prevista pelo manual de reparo daquele veículo (5a). Cumpridos os passos, constatou-se que o problema na linha de baixa pressão estava na bomba elétrica de combustível. Ao dar novamente a partida, a pressão estava normalizada em aproximadamente 4,5 bar (5b).

6. Se o motor insistir em não pegar, siga para a análise da linha de alta pressão. Os principais componentes da linha de alta pressão são os injetores, a bomba de alta pressão e o rail (ou flauta).

7. O início do diagnóstico do circuito de alta pressão começa pelo teste de resistência da bobina dos injetores. A medição da resistência deve ser feita com multímetro na função ohm (Ω), com as duas pontas de prova nos dois pinos da bobina. Para os injetores do motor F1C, os valores de resistência encontrados devem estar entre 0,5 e 0,7 Ω.
Importante: não utilize a chamada função “bip” do multímetro neste teste. Não basta apenas comprovar que há continuidade na bobina, mas, sim, observar se os valores de resistência estão corretos.

8. A seguir, faça o teste de isolamento dos injetores. Esse teste consiste em medir a resistência entre a bobina do injetor e sua carcaça. Coloque uma das pontas de prova do multímetro na carcaça e a outra em um dos pinos da bobina. Realize a medição nos dois pinos. Em ambos, o valor de resistência encontrado deve ser o mesmo com as pontas do multímetro em circuito aberto, ou seja, resistência infinita. Qualquer valor de resistência que não seja o infinito significa que a bobina do injetor está com problema. O componente deve ser substituído por completo ou encaminhado à autorizada Bosch para os devidos reparos com equipamentos específicos.
Importante: também não utilize a chamada função “bip” do multímetro neste teste. Não basta apenas comprovar que há isolamento na bobina, mas, sim, observar se o valor está correto.

9. Com os injetores ainda instalados no motor, outro teste importante é a medição do volume retorno de combustível. Segundo Rafael Amorim, um injetor danificado apresenta um volume muito alto de retorno. Isso significa uma perda do combustível que estaria no rail ou um desgaste mecânico, o que pode causar falhas no funcionamento do motor.

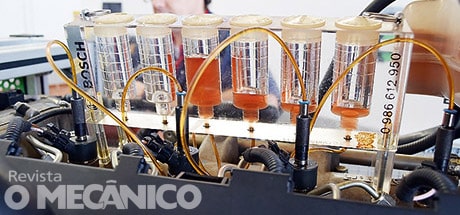
10. Para instalar a ferramenta medidora de retorno (vendida no mercado pela Bosch), é preciso retirar o conjunto de retorno original: remova os grampos (10a) que fazem a fixação da tubulação em cada injetor, depois solte as conexões (10b). Encaixe as mangueiras de retorno da ferramenta (10c); posicione a ferramenta e dê partida no motor. O combustível começará a subir pelas mangueiras: cada tubo graduado corresponde a um injetor.



11. Para esta reportagem, Rafael simulou dois problemas. No 1º cilindro, da esquerda para a direita, há o exemplo de um injetor com excesso de retorno. Esse excesso causa falta de pressão de combustível no rail (flauta). Nos outros três cilindros, a variação (dispersão) entre o volume de retorno também pode ser indício de desgaste dos injetores.
12. Com o uso do scanner KTS, ainda é possível fazer outros testes para avaliar a dispersão ou irregularidades entre o funcionamento dos injetores. Dependendo do veículo, é possível testar o motor durante a partida (teste de compressão) ou também durante a condição de funcionamento em marcha lenta. Com o teste em marcha lenta, é possível saber quanto cada cilindro contribui para essa condição de funcionamento. Já o teste de compressão atua com o motor de partida ligado por cinco segundos, sem colocar o propulsor em funcionamento. Esse teste também avalia o quanto cada injetor contribui para o funcionamento do motor. Em qualquer um dos dois testes, caso a dispersão entre um cilindro e outro seja muito grande, significa que existem falhas no motor, ou no cilindro ou no injetor common rail.

OBS: Após os testes, se for constatado que há indícios de problemas nos injetores, Rafael orienta o mecânico a removê-los e enviá-los a oficinas autorizadas Bosch para realização de testes em bancadas específicas.
Remoção e bancada
13. Para remover o injetor, com o conjunto de retorno já retirado, solte o conector da bobina.

14. Em seguida, desrosquei as duas extremidades dos tubos de combustível com chave 14 mm: primeiro solte o lado do injetor, depois o lado da flauta. Importante: Os tubos de combustível jamais devem ser soltos com o motor em funcionamento, devido às altíssimas pressões de trabalho as quais estão submetidos.

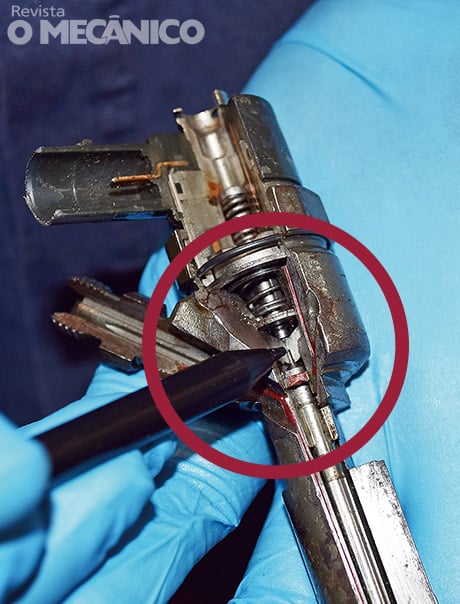
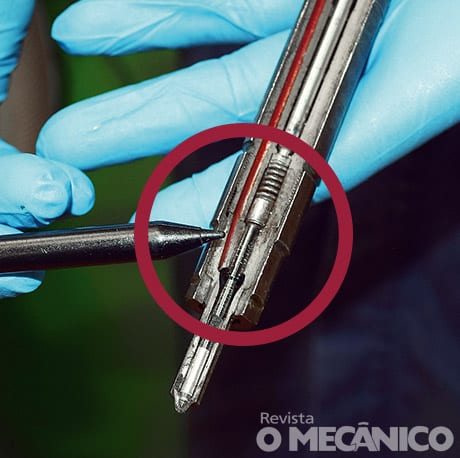
15. Por fi m, solte o parafuso do cavalete de fixação do injetor (15a) e remova o componente (15b). O torque deste parafuso na montagem é de 28 Nm. Segundo Rafael, um torque acima do especificado altera a posição do injetor e influencia em seu funcionamento (15c).



16. A bancada utilizada por Rafael Amorim para o teste definitivo e individual em cada injetor é a EPS 200, na qual o injetor passa individualmente por cinco testes: estanqueidade (onde é submetido a 1.700 bar de pressão), teste de marcha lenta, teste de plena carga, teste de pré-injeção e de emissões. “Os testes no motor são uma forma de acelerar o diagnóstico. Somente uma bancada consegue realizar um teste com precisão”, afirma o especialista da Bosch.

17. Se o injetor for reprovado no teste de bancada, Rafael revela que o componente pode ser reparado. Porém, para executar esse serviço, além de ferramental e ambiente de reparo adequado, é imperativo ter treinamento específico, já que o mecânico vai lidar com calços com precisão de milésimos de milímetro (17a). O ferramental consegue fazer a medição das folgas internas do injetor com a mesma precisão de fábrica, através de um software que indica qual é o calço específico que precisa ser instalado. Caso os valores dos calços fi quem fora do especificado, pode ocorrer danos ao motor e ao próprio injetor (17b). Após o reparo, o injetor deve ser novamente testado em bancada. Sem o ferramental ou o treinamento adequado, não tente reparar o injetor: faça a substituição do componente.
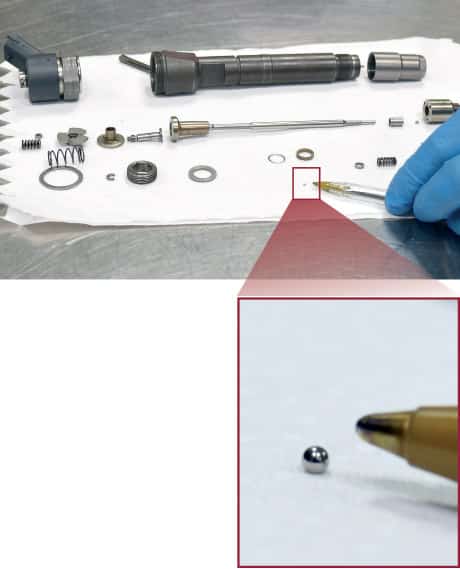
OBS: Rafael chama a atenção para a pequena esfera que é a responsável pelo acionamento do injetor. Com apenas 1,50 mm de diâmetro (esse valor varia de acordo com a família e geração do injetor), a esfera libera o fluxo de combustível para o retorno, causando o desequilíbrio hidráulico dentro do injetor que resulta na injeção de combustível no cilindro (17c).
18. Após substituir ou reparar o injetor, o sistema de injeção deve ser novamente testado no motor para garantir que os problemas foram sanados. Para isso, podem ser utilizadas ferramentas universais em conjunto com o aparelho de diagnóstico.
Continental explica como a blindagem veicular influencia os pneus

Quando se fala sobre a relação entre pneus e blindagem automotiva, a primeira coisa que vem à cabeça é que os pneus são um ponto vulnerável na segurança do veículo. A realidade, porém, é que há muitos mais pontos que devem ser considerados nesse processo, entre eles, a alteração no comportamento dinâmico do veículo, bem como a aceleração da taxa de desgaste dos pneus por conta da carga adicional. Não podem ser esquecidos também itens como a alteração do índice de carga e da pressão de trabalho, que podem ser necessárias.
Não são raros os questionamentos sobre o desgaste mais acelerado dos pneus em veículos blindados. Muitos usuários se queixam de que os pneus chegam prematuramente ao final de sua vida útil. O fato é que os veículos mais pesados demandam mais de seus pneus, afirma a fabricante de pneus Continental. É necessária maior aderência para acelerar, para frear e para manter a trajetória em curvas, o que acaba por aumentar o desgaste e aquecer mais os pneus. A pergunta natural que vem na sequência é: quanto maior é esse esforço adicional?
A Física pode nos ajudar a responder essa questão. “Vamos considerar um veículo de 1.500 kg viajando a 110 km/h. Se ele frear fortemente até uma parada total, os pneus dianteiros podem experimentar uma força aproximada de 613 kgf cada um. Em uma situação idêntica, esse mesmo veículo, com 300 kg adicionais de blindagem, passa a aplicar 735 kgf em cada um dos pneus dianteiros, um acréscimo de força de 20%. E aqui estamos falando apenas da situação de frenagem”, explica Rafael Astolfi, gerente de Assistência Técnica da Continental Pneus Mercosul. Ele lembra ainda que quanto mais pesado o veículo, mais intensa será a força aplicada aos pneus durante os impactos.
Teoricamente, devemos aumentar a pressão do pneu em 0.1 bar a cada 20 kg de carga adicionais. Considerando que a blindagem altera a distribuição de peso entre os eixos do veículo e que os pneus originais sejam mantidos, pode-se estimar que é necessário aumentar a pressão dos pneus traseiros em, no mínimo, 0.5 PSI a cada 100kg de blindagem adicionada. Porém devemos avaliar também o aumento de pressão que pode ser necessário para adaptar o comportamento dinâmico do veículo, o que certamente demandaria ainda um aumento na pressão dos pneus dianteiros.
Após essa constatação, o usuário necessita ainda observar com cuidado a solução que será aplicada ao pneu contra perfurações. A alternativa mais adequada para os veículos blindados são os pneus runflat, aqueles que possuem insertos de borracha rígida em seus flancos, tornando-os aptos para rodar mesmo com pressão relativa igual a zero. A Continental fabrica os pneus SSR (Self-Supporting Runflat), que, segundo a empresa, não dificultam o balanceamento nem a montagem e ainda podem ser utilizados em rodas convencionais, sem a necessidade de adaptação.
Purolator lança novos filtros de ar para a linha pesada

A Purolator, marca do grupo Mann+Hummel, lança três novos produtos para veículos da linha pesada, direcionados para diversos modelos das montadoras Mercedes-Benz, Scania, VWC (Motores Cummins) e Ford: elementos filtrantes do ar A1150, A1116 e A1138.
Veja abaixo as especificações técnicas dos lançamentos:
Produto: A1150
Aplicação: Scania: P340 – Dc11; P420 – Dc12; R230, R270, R310 – Dc9, R340 – Dc11 E Dc12, R380 – Dc11 E Dc12, R420 E R470 – D12, R480 – Dc16 E Dt12, R500, R560, R580, R620 – Dc16, R114 – Dsc12; Série 4 – P124 E T124 – Dc12, P/R/T 114 – Dc11, Dsc11; P/R/T 124 – Dsc12, P/R/T 94 – Dsc9
Produto: A1116
Aplicação: Mercedes Benz / Scania / VWC (Motores Cummins) = Secundário Use A1038
Produto: A1138
Aplicação: Ford: F 1000 com carcaça Fram (01/80-12/98); Ford 4 Cil. Diesel (01/86-12/88); F 2000 E F 4000 – Ford Diesel (01/80-01/88) e opcionais carcaça Fram (01/80- 01/89); FB 4000 Ford Diesel (01/80-12/89)
Carro autônomo da Delphi celebra seu primeiro aniversário

Após completar a primeira viagem de maior condução autônoma nos Estados Unidos em 2015 (viajando de São Francisco a Nova Iorque), a Delphi agora celebra o 1º aniversário do veículo que alcançou essa conquista completando uma viagem com 99% de condução autônoma. Essa viagem de costa a costa coletou três terabytes de dados.
Agora, de acordo com a empresa, com cada projeto autônomo, a Delphi consegue coletar uma média de três petabytes de dados, dependendo da quantidade de tempo de direção necessário para cada teste. Segue uma perspectiva para comparar: a estimativa mostra que o cérebro humano tem a habilidade de guardar memórias que equivalem a aproximadamente 2,5 petabytes de dados binários.
Segundo a empresa, seu time de engenharia continuou a aperfeiçoar o design do projeto. Na verdade, o veículo autônomo da Delphi – chamado de Delphi RoadRunner – recebeu atualizações significativas em 2015. Na CES 2016 (Consumer Electronics Show) a empresa apresentou o conceito V2E (vehicle-to-everything), que incorpora diversas tecnologias desenvolvidas pela Delphi, permitindo que o veículo se comunique com ruas, sinais de trânsito, semáforos, outros carros e até mesmo pedestres.
Pirelli lança novo pneu P Zero para superesportivos

A Pirelli lançou no circuito do Estoril, em Portugal, a nova versão do pneu P Zero, destinado ao segmento premium, com destaque para veículos superesportivos. O objetivo da marca é atender à crescente demanda por performance, confiabilidade e segurança, além de reforçar a estratégia de “Perfect Fit” da Pirelli, que significa um pneu feito sob medida para cada modelo de carro.
Segundo a Pirelli, o P Zero representa a mais avançada tecnologia da sua divisão de pesquisas. Ao aliar tecnologia, processos e materiais avançados com demandas específicas de cada novo carro durante a fase de design, a Pirelli é capaz de fornecer pneus sob medida para cada modelo, individualmente.
A fabricante afirma que o novo P Zero é o pneu mais confiável no que se refere a lidar com a potência extrema dos supercarros modernos. Isso se deve aos compostos da camada interior, que melhoram a dirigibilidade e a resistência ao rolamento; a polímeros inovadores com avançadas propriedades mecânicas, que otimizam a performance tanto em pisos secos como molhados; além de um inovador padrão de banda de rodagem com sulcos longitudinais mais profundos, para expulsar mais água.

A principal característica do novo P Zero, explica a Pirelli, é sua capacidade de garantir máxima estabilidade mesmo em altas velocidades. A tecnologia da Cinta F1 que integra o novo P Zero deriva diretamente da Fórmula 1, utilizando um composto especialmente rígido na área da cinta, que permite uma resposta mais rápida e precisa da direção, evitando qualquer perda inesperada de aderência lateral.
A tecnologia da Cinta F1 faz com que as forças que agem na cinta e na lateral sejam distribuídas mais uniformemente, o que consequentemente reduz qualquer perda de performance e também aumenta a integridade da estrutura quando sujeita à altas cargas e velocidades. Como resultado, o comportamento do pneu é mais linear e previsível, fazendo com que o limite de performance seja atingido de forma gradual.

O P Zero inova também no que se refere a durabilidade, não apenas com um longo ciclo de vida para o pneu, mas também com uma performance mais consistente ao longo de todo o ciclo de vida. Ao deixar a superfície de contato com o solo mais plana, graças ao perfil de gama estendido, os engenheiros da Pirelli puderam fazer com que o desgaste ficasse mais regular, o que estende a vida útil do pneu, proporcionando economia para o motorista.
O aumento dos sulcos na banda de rodagem, bem como canais mais profundos e largos na superfície, aprimorou a performance em situação de aquaplanagem lateral, aumentando em 10% a capacidade de expulsão de água. Isso tudo permite frenagens mais seguras e estáveis em pistas molhadas.
O design específico da banda de rodagem também foi concebido para reduzir o ruído percebido na cabine, melhorando o conforto ao dirigir. A forma com que os sulcos transversais são dispostos, deliberadamente fora de ordem, interrompe o ruído gerado pela percussão do ar, distribuindo o som em diferentes frequências, minimizando o volume.
A combinação de novas técnicas de modelagem, que otimizam o perfil do molde, em conjunto com uma redução no peso e a introdução de materiais com altos índices de sílica (mais de 80%), levaram a uma redução de 15% na resistência ao rolamento. Isso traz benefícios no que se refere a economia de combustível.
O novo P Zero chega ao mercado com um portfólio de 60 homologações, entre eles, a Lamborghini Centenario, a Ferrari GTC4 Lusso, a Mercedes GT AMG e o Porsche Boxster já vêm equipados com o novo P Zero, que foi criado com um determinado número de versões direcionadas para atender aos requisitos técnicos e características únicas de cada carro.

O P Zero tem apenas um nome, mas é produzido em três variantes técnicas individuais, com diferentes aplicações e níveis de performance, cada um designado para um tipo específico de carro. Para modelos mais esportivo, o padrão da banda de rodagem é menos esculpido, para favorecer mais dinâmica e uma performance esportiva. O segundo padrão é mais apropriado aos sedans, graças ao ombro externo com sulcos mais profundos e desenhado para melhor absorver cada impacto com a pista, proporcionando mais conforto, fator importante neste segmento. Finalmente, o terceiro design é bem mais agressivo, se aproximando dos pneus slick vistos no automobilismo, criado para o novo P Zero Corsa.
Nakata participa do programa Caminhão 100% nesta semana na Castello Branco

Motoristas que trafegarem pela Rodovia Castello Branco nesta semana poderão ter a oportunidade de checagem de itens da parte mecânica e de segurança dos caminhões gratuitamente. O Programa Caminhão 100% estará nos dias 13 e 14 de abril, das 10h às 17h na Rodovia Castello Branco, km 57 (sentido São Paulo), estrada administrada pela concessionária ViaOeste, do Grupo CCR.
Na ocasião, serão analisados itens da parte mecânica e de segurança dos caminhões. A Nakata, fabricante de autopeças para o mercado de reposição automotiva, participa do Caminhão 100% checando a barra de direção dos veículos que passarem pela inspeção.
A iniciativa é uma parceria do GMA (Grupo de Manutenção Automotiva), com o Grupo CCR por meio do programa Estrada para a Saúde. No mês de maio, a avaliação acontece nos dias 18 e 19 de maio, no mesmo local e horário.
SERVIÇO
Programa Caminhão 100%
Data: 13 e 14 de abril
Horário: das 10 h às 17h
Onde: Rodovia Castello Branco, km 57 (sentido São Paulo)
Magneti Marelli Aftermarket aposta em exportação e projeta crescimento de 40% em 2016

A Magneti Marelli Aftermarket, divisão de negócios focada no mercado de reposição de autopeças, comemora bom desempenho no exterior. Com a situação do câmbio favorável, a empresa aumentou suas exportações em 70% em 2015 e projeta um crescimento adicional de 40% em 2016, frente ao ano anterior, o que equivale a mais do que dobrar o faturamento em dois anos.
A principal linha de produtos na exportação, com dois mil códigos disponíveis para diversas aplicações, é a de amortecedores Cofap, comercializada em mais de 40 países. Outros componentes que completam a gama de exportação são injeção e ignição eletrônicas, radiadores, molas pneumáticas, entre outros. Além de ofertas mais competitivas, um forte programa de desenvolvimento de produtos está em andamento para tornar o portfólio da empresa ainda mais atrativo. O objetivo da divisão Aftermarket é comercializar cerca de um milhão de amortecedores, que representam 70% do total de produtos exportados.
Atualmente, 90% das vendas externas tem como destino a América Latina, principalmente Argentina, Chile e México. Porém, diante da desvalorização do real, a Magneti Marelli Cofap Autopeças focalizará a recuperação de mercados importantes como América do Norte, Europa e Ásia. A intenção, segundo a sistemista, é retomar e ampliar as vendas para países que passaram a comprar de outros mercados quando a taxa de câmbio era menos favorável.
Fras-le e Controil participam da INA PAACE Automechanika

A Fras-le e a Controil estarão na INA PAACE Automechanika, que acontece de 13 a 15 de abril, na cidade do México. Na oportunidade, as duas empresas aproveitam para intensificar os esforços de vendas voltados à linha leve no mercado mexicano. Dentre os produtos a serem expostos no espaço conjunto com o Sindipeças, a Fras-le leva pastilhas e lonas para freios, revestimentos de embreagem, além de produtos para usos especiais e industriais, enquanto a Controil exibirá componentes para sistemas de freios e soluções em produtos de polímeros.

Durante a feira, representantes das empresas terão a oportunidade de contatar prospects, além de disponibilizar informações sobre a qualidade e performance que fazem os produtos Fras-le e Controil se destacarem no mercado global. Para o executivo responsável por este mercado, Gustavo Lovatel, “o objetivo é buscar novos clientes para incrementar o market share na linha leve, associando a este segmento o reconhecimento já conquistado pela linha pesada”.
Nesta edição, a INA PAACE Automechanika contará com mais de 500 expositores dentre os principais fabricantes de autopeças de diversos países e espera receber um público qualificado superior a 20.000 pessoas, que encontrará um mix de fornecedores para atender as demandas de empresas do México e da América Latina.
Fábrica da Volkswagen no Paraná exporta eixos para a Argentina

A fábrica da Volkswagen do Brasil em São José dos Pinhais acaba de iniciar a exportação de eixos traseiros para a unidade de Pacheco, na Argentina. Esta é a primeira vez que a unidade paranaense exporta componentes. Os produtos são utilizados na fabricação da SpaceFox, que na Argentina é chamada de Suran, em todas as versões, e da Space Cross. Ambos os modelos são vendidos no mercado local e também são importados para o Brasil. Este ano, 25 mil eixos devem ser encaminhados para a unidade de Pacheco, na Argentina.
“Além da exportação de veículos, temos trabalhado para diversificar nosso portfólio de produtos e de mercados também para componentes. Assim como os eixos produzidos no Paraná, temos exportado blocos de motores produzidos em São Carlos, que são enviados para a Alemanha, para equipar os modelos Polo e up! na Europa. Esses novos negócios são resultados da evolução constante em termos de qualidade e tecnologia em nossos processos produtivos, que se equiparam às instalações mais modernas do Grupo Volkswagen no mundo”, diz David Powels, presidente e CEO da Volkswagen do Brasil.
Por ser considerada uma peça de segurança, os eixos passam por um rigoroso processo de inspeção: 100% dos módulos contam com garantia eletrônica de torque (que valida as fixações aparafusadas e assegura a máxima qualidade no processo), além disso, todas as peças passam por inspeção dos cordões de solda. Após montados, os produtos são auditados por amostragem.
“A exportação das peças para a Argentina representa uma nova oportunidade de negócio para a fábrica de São José dos Pinhais, que busca constantemente ampliar sua atuação nos mais diversos mercados. Além disso, atesta a qualidade dos produtos fabricados nacionalmente, e proporciona maior controle sobre a qualidade do processo de fabricação dos nossos veículos, o que é fundamental”, afirmou o plant manager da fábrica do Paraná, Luis Pinedo.
Inaugurada em 18 de janeiro de 1999, a fábrica de São José dos Pinhais é uma das mais modernas do Grupo Volkswagen no mundo. Desde a inauguração, o complexo industrial produziu mais de 2,4 milhões de veículos para os mercados interno e externo. A unidade paranaense produz atualmente os modelos Volkswagen Fox, CrossFox, SpaceFox e Golf.