



Acompanhe o passo a passo da montagem da distribuição e acerto do ponto de sincronismo no motor THP da PSA Peugeot Citroën
Texto: Fernando Lalli
Foto: Fernando Lalli e Lucas Porto
Na 1ª parte desta série, publicada na edição nº294 (Outubro/2018) da Revista O Mecânico, mostramos todas as características dimensionais das peças internas do motor EP6FDTM da PSA Peugeot Citroën, 1.6 turbo, o já famoso THP, que equipa diversos carros das duas marcas, além da linha DS. Já a segunda parte, publicada na edição nº295 (Novembro/2018), trouxe o procedimento de montagem interna deste motor. Veja nesta terceira e última parte a montagem do sistema de distribuição (sincronismo) e acerto de ponto do motor. O responsável pela operação é o instrutor do módulo PSA Peugeot Citroën do SENAI Ipiranga em São Paulo/SP, José Martinho Leal Neto.
MONTAGEM E PONTO DO VOLANTE
1. Utilize ferramenta específica 0197-C para encostar o retentor do volante de maneira apropriada. O tempo de cura do material PTFE (sem mola) é de no mínimo 4 horas, segundo recomendado pela fabricante do retentor. Nesse período, o motor não deve ser acionado.

2. Para encaixar a roda fônica, localize o pino-guia para posicioná-la da maneira correta. Esse também é o guia de posicionamento do volante.

Cuidado na remoção:Evite deixar que a roda fônica caia ao chão, pois seus dentes são frágeis e podem entortar facilmente em qualquer queda. Em caso de danos, a roda fônica deve ser substituída.
3. Posicione o volante no mesmo guia da roda fônica. São seis parafusos de fixação e devem ser trocados por novos, que já vêm com trava química (3a).
Obs.: Como o motor desta matéria foi retirado de um veículo com câmbio automático, o volante é leve e, seu aspecto, mais próximo de uma placa de arraste (3b).


4. Antes de aplicar torque nos parafusos do volante, é necessário posicionar a ferramenta especial 0197-BZ para travá-lo através de um furo no sobrecárter (4a). a mesma ferramenta que será utilizada a seguir para garantir o sincronismo do virabrequim em relação ao cabeçote. Caso o furo não coincida, é necessário girar o motor até que os pistões fiquem no ponto correto, que é em meio curso. Para tal, remova as velas do 1º e do 2º cilindro e insira nos orifícios duas varetas que possuam a mesma medida. Assim, é possível ter certeza que os pistões estão na altura correta de meio curso (4b). Mantenha o virabrequim travado durante a montagem da distribuição.


5. Uma vez travado o volante com a ferramenta 0197-BZ, o torque deve ser da seguinte forma: pré-aperto a 8 Nm, pré-aperto a 30 Nm e aperto angular a 90±5°.
Obs.: O procedimento de fixação e os valores de aperto do torque valem tanto para a placa de acionamento nos motores THP acompanhados de câmbio automático quanto para o volante convencional das versões de câmbio manual

PREPARAÇÃO PARA INSTALAÇÃO DA CORRENTE
6. Para colocar os comandos na posição correta em relação à parte inferior do motor, gire os comandos através do sextavado 27 mm e posicione as ferramentas especiais 0197-A1 e 0197-A2, que são unidas por um fuso central para juntas travarem os dois comandos.
Obs.: Assim como a ferramenta de bloqueio do virabrequim, estas ferramentas nos comandos devem permanecer instaladas durante toda a instalação da corrente e do aperto final dos parafusos das polias de sincronismo. Remova-as única e exclusivamente quando mencionado.

7. Faça a limpeza das polias de escape e admissão com produto desengraxante, assim como o pinhão da árvore de manivelas. Não pode haver nenhum vestígio de oleosidade, pois, o conjunto não é chavetado e pode rodar em falso. O pinhão do virabrequim deve ser limpo tanto interna quanto externamente.

8. Antes de montar a corrente de sincronismo, observe quais são as peças de troca sistemática a cada manutenção do motor, mesmo que não estejam avariadas. São elas:
a) Juntas de vedação dos parafusos de fixação dos guias da corrente (esticador e fixo);
b) Junta de estanqueidade do guia fixo da corrente;
c) Junta de estanqueidade do tensionador;
d) Parafusos das polias de admissão e escape.

MONTAGEM DA CORRENTE DE SINCRONISMO
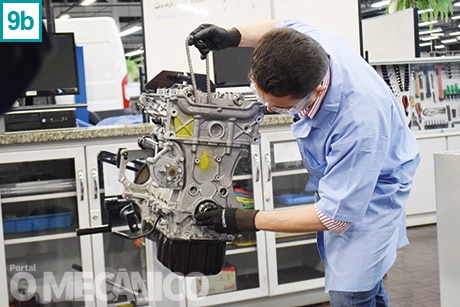
9. Insira o conjunto formado pela corrente, guia esticador (móvel) da corrente, guia fixo da corrente e pinhão do virabrequim (9a). No momento da inserção, encaixe o pinhão no virabrequim e instale seu guia, prendendo-o com o parafuso, rosqueado manualmente. Não aplique o torque de aperto definitivo (9b).
Obs.: A vareta de medição de óleo passa por dentro do guia fixo do motor. Portanto, em caso de remoção do guia, retire primeiro a vareta de óleo.

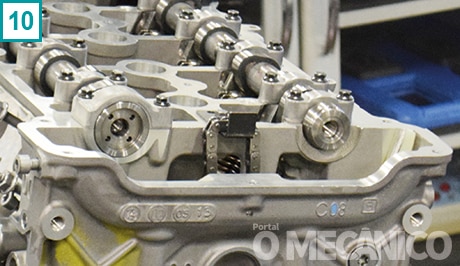
10. Após a instalação do pinhão do virabrequim, a corrente ainda gira livremente. Para evitar que ela caia e dificulte o trabalho, instale a ferramenta de apoio 0197-E com os parafusos de fixação do deslizador antibatimento da corrente no cabeçote.
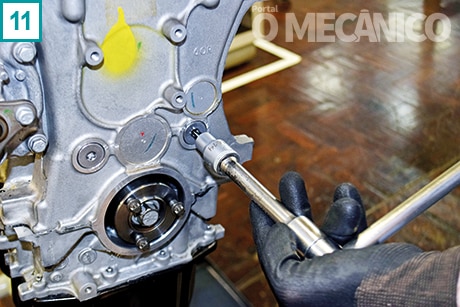
11. Em seguida, instale os parafusos dos guias da corrente. O torque de aperto é de 24 Nm.
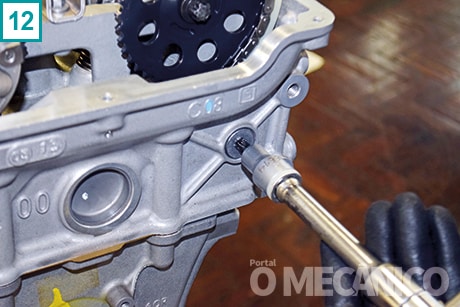
12. O parafuso do guia fixo da corrente, na parte superior do cabeçote, tem torque de aperto de 25 Nm.
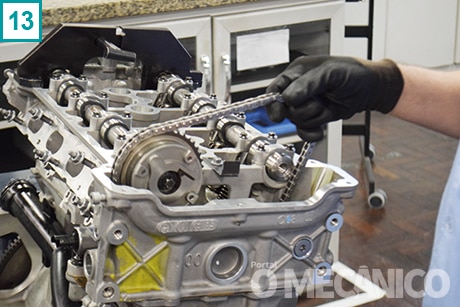
13. Instale a polia varável do comando de válvulas da admissão. A polia gira livre com a corrente, mas com certa resistência. Não aplique o torque final de aperto.
14. Depois, instale a cremalheira de escape. Movimente então as duas polias com a corrente a 90 graus: o movimento deve ser livre, mas com a resistência já mencionada. Igualmente, não aplique ainda o torque de aperto
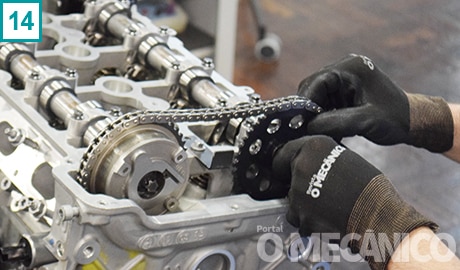
15. Remova a ferramenta de apoio 0197-E e instale o deslizador antibatimento da corrente no cabeçote. O torque de aperto dos parafusos de fixação é de 9 Nm.
MONTAGEM DA CORRENTE DE SINCRONISMO
Como se trata de um motor sem polias chavetadas nem marcações de referência, o sincronismo correto do motor THP só é garantido com a aplicação dos torques de aperto corretos determinados pela PSA e a verificação final do ponto, como será explicada mais à frente.
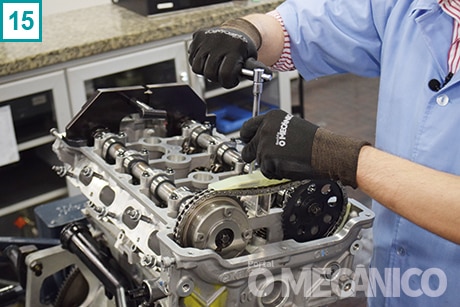
16. Para aplicar o aperto final no parafuso de fixação do pinhão de sincronismo do virabrequim e seu respectivo guia, mantenha o virabrequim travado com a ferramenta 0197-BZ – a mesma utilizada na aplicação do torque dos parafusos do volante. O torque de aperto do parafuso do pinhão do virabrequim é composto: pré-aperto a 50 Nm e aperto angular a 180±10°.

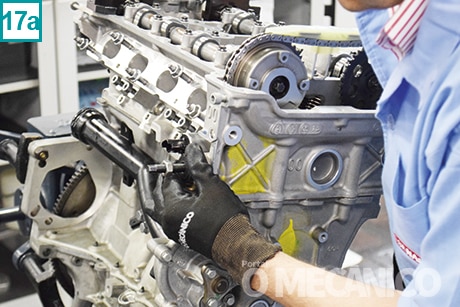
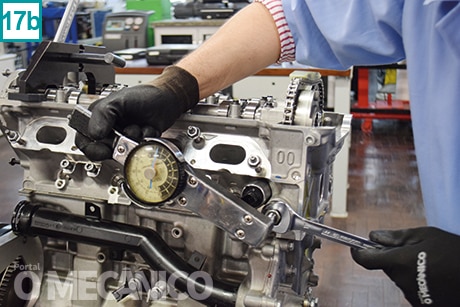
17. Instale o falso tensor (ferramenta especial 0197-M) para empurrar o conjunto da corrente para a aplicação posterior do torque correto nos parafusos das polias dos comandos. Para instalar a ferramenta, recolha o parafuso central e a insira no alojamento do tensionador da corrente (17a). O falso tensor deve ser apertado apenas manualmente. Já seu parafuso central deve ser encostado manualmente e depois receber torque específico de 0,6 Nm. Ao efetuar o torque, trave a contraporca do parafuso (17b).
Atenção! O torque do parafuso do falso tensor é fundamental para garantir a correta tensão da corrente no momento do torque nos parafusos das polias. Como esse torque é muito baixo, utilize torquímetro específico para o aplicar.
18. Com a corrente tensionada, os parafusos das polias de admissão e exaustão agora podem ser torqueados. Para a operação, são necessários dois mecânicos. Enquanto o primeiro mecânico dá o torque de aperto nos parafusos das polias, o segundo deve utilizar uma chave de boca posicionada em um sextavado no comando de admissão para forçá-lo no sentido horário, que é o mesmo sentido de aperto. O segundo mecânico deve manter a pressão empregada constantente enquanto tanto o parafuso de admissão quanto o de exaustão estão sendo torqueados. A força deve ser liberada apenas após finalizados os dois torques.
Torque de aperto da polia de admissão: pré-aperto a 20 Nm seguido de aperto angular a 180±5°.
Torque de aperto da da polia de escape: pré-aperto a 20 Nm seguido de aperto angular a 90±5°.

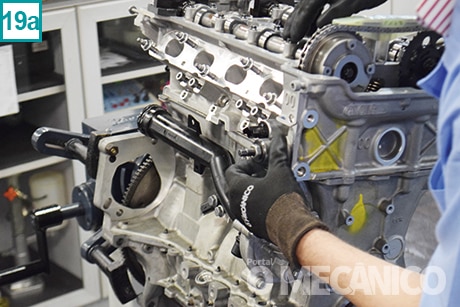
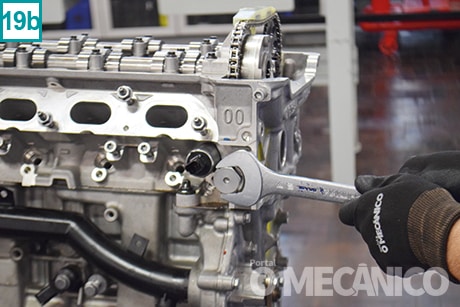
19. Remova o falso tensor girando-o pela região recartilhada manualmente, sem soltar a contraporca do parafuso central (19a). Em seguida, instale o tensionador automático da corrente (19b). Antes, verifique também manualmente se o tensionador não está travando. Encoste-o com chave 27 mm e aplique torque final de 85 Nm.
MEDIÇÃO DO PONTO DE SINCRONISMO
20. Para avaliar se o motor está mesmo sincronizado, são necessários dois passos. O primeiro é remover as ferramentas de bloqueio dos comandos de válvula (0197-A1 e 0197-A2, sem soltar seu parafuso central) e a do virabrequim (0197-BZ) e dar quatro voltas no motor em seu sentido de rotação (horário) (20a). Coloque as varetas novamente nos cilindros nº1 e 2 para melhorar a visualização do ponto de meio curso. Insira novamente a ferramenta de travamento do virabrequim e, em seguida, a de bloqueio dos comandos. Se esta ferramenta dos comandos descer sem dificuldade sobre os pontos de travamento, significa que o motor está praticamente sincronizado (20b)


21. A comprovação defiinitiva do ponto de sincronismo é com a aferição da inclinação do comando de válvulas de admissão. Para isso, é necessário utilizar um esquadro retificado e um inclinômetro. Primeiro, posicione o inclinômetro a 10 mm da borda do esquadro. Coloque o conjunto entre os comandos de válvula na região do primeiro cilindro para zerar (ou calibrar) o inclinômetro e executar a medição considerando a inclinação do motor (21a). Após a calibração, leve o inclinômetro até a face lateral do comando de admissão e faça a leitura do ângulo (21b).
Valor de referência: entre 89,6° e 91° (motor abaixo de 10 mil km rodados) e entre 87,9° e 90,5° (motor acima de 10 mil km).
Obs.: Como o inclinômetro só mede até 90°, observe se aparecer a indicação da seta no sentido horário, que indica que a ferramenta passou do centro. Quando essa seta aparecer, para obter o valor exato da medição, é necessário subtrair o valor de 180° (ex: 180° – 89,8° = 90,2°).


Tem passo a passo do motor do citroen C4 2.0 16v flex
Boa noite gostaria de saber se a tempo de troca dessa corrente especificado pela montadora feito correia dentada