



Por Fernando Landulfo
Fotos Leonardo Barboza
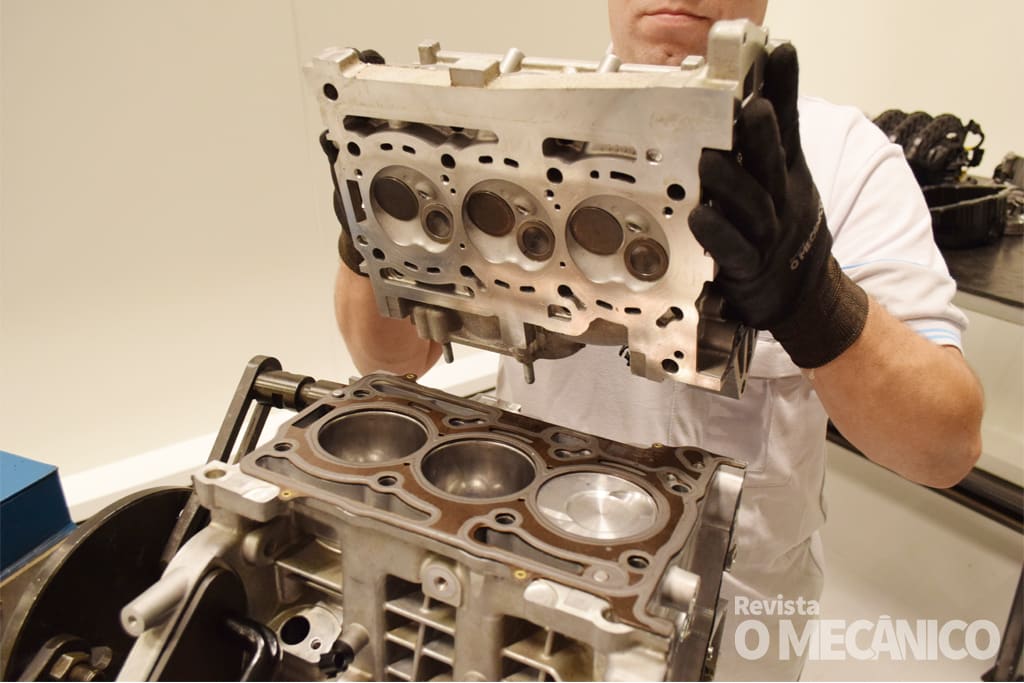
Todo mecânico sabe que o cabeçote tem a função de “tampar” os cilindros, formando as câmaras de compressão (compressores) e combustão (motores de combustão interna), assim como, suportar: válvulas de admissão e escape (e seus respectivos mecanismos de acionamento), velas de ignição, bicos injetores e velas de aquecimento.
Também é de conhecimento do “Guerreiro das Oficinas”, que o cabeçote é um dos principais responsáveis pela taxa de compressão do motor ou do compressor.
Pois bem, todo cabeçote instalado sobre câmaras de compressão de sistemas cíclicos alternativos (aqueles que funcionam baseados no movimento de pistões) tende a deformar (empenar).
Não importa se o mesmo se encontra montado sobre os cilindros de um motor de combustão interna (ciclo Otto ou Diesel) ou de um compressor de ar.
Essa tendência ao “empenamento”, natural do funcionamento da peça, fruto das inúmeras forças e variações de temperatura a que o mesmo é submetido, não só é prevista pelos projetistas, como compensada pela: quantidade, posição e forma de desinstalação, reinstalação e “reaperto” ( sequencia e forma e torque) dos seus elementos de fixação. Assim como, pela espessura e material com que o cabeçote é fabricado.
Ou seja, o cabeçote não só é dimensionado para suportar as elevadíssimas variações de pressão e temperatura (compressão e combustão no caso dos motores) a que é submetido, como a resistir aos esforços que tendem a deformá-lo.
Em outras palavras: se o cabeçote se encontra dentro das tolerâncias dimensionais definidas pelo fabricante, foi instalado corretamente e o motor opera sob condições de projeto, é muito, mas muito difícil mesmo, que ocorra uma deformação significativa (empenamento) no mesmo.
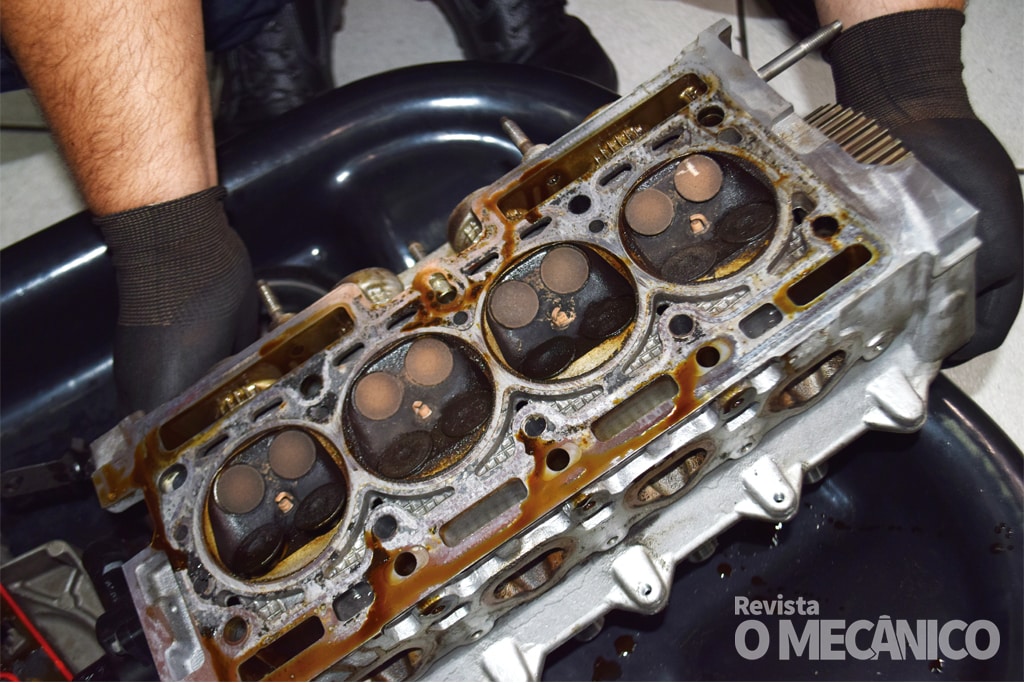
No entanto, quando ocorre um superaquecimento as dilatações térmicas que determinadas peças do motor (pistões, cabeçote e seus elementos de fixação) ultrapassam as tolerâncias dimensionais definas pelos projetistas. Tem-se então por exemplo: “engripamento” dos pistões contra os cilindros, “esticamento” excessivo e permanente dos parafusos de fixação do cabeçote e consequente “queima” da junta e deformação do cabeçote.
Num passado não muito longínquo, os cabeçotes, assim como os blocos dos motores, eram feitos de ferro fundido, fixados uns contra os outros por robustos elementos de fixação (parafusos ou prisioneiros). A vedação era feita por meio de juntas compostas de fibras e metais. Como as mesmas se deformavam com relativa facilidade, a “planicidade” das superfícies do cabeçote e do bloco, assim como a rugosidade das mesmas, eram importantes. Porém, as tolerâncias eram mais “abertas”.
E caso ocorresse um empenamento por superaquecimento, o cabeçote era fabricado com “sobremetal” suficiente para ser aplainado (recuperado) e reinstalado.
É claro que, mesmo essas peças robustas, tinham um limite dimensional. Ou seja, uma espessura mínima, além da qual havia comprometimento da taxa de compressão especificada e da sua resistência mecânica. E quando atingia esse limite o cabeçote era considerado “morto”, devendo ser substituído, preferencialmente por um novo.

Mas a ordem agora é “tirar o mais do menos”. Ou seja, reduzir as dimensões, o peso e aumentar o desempenho.
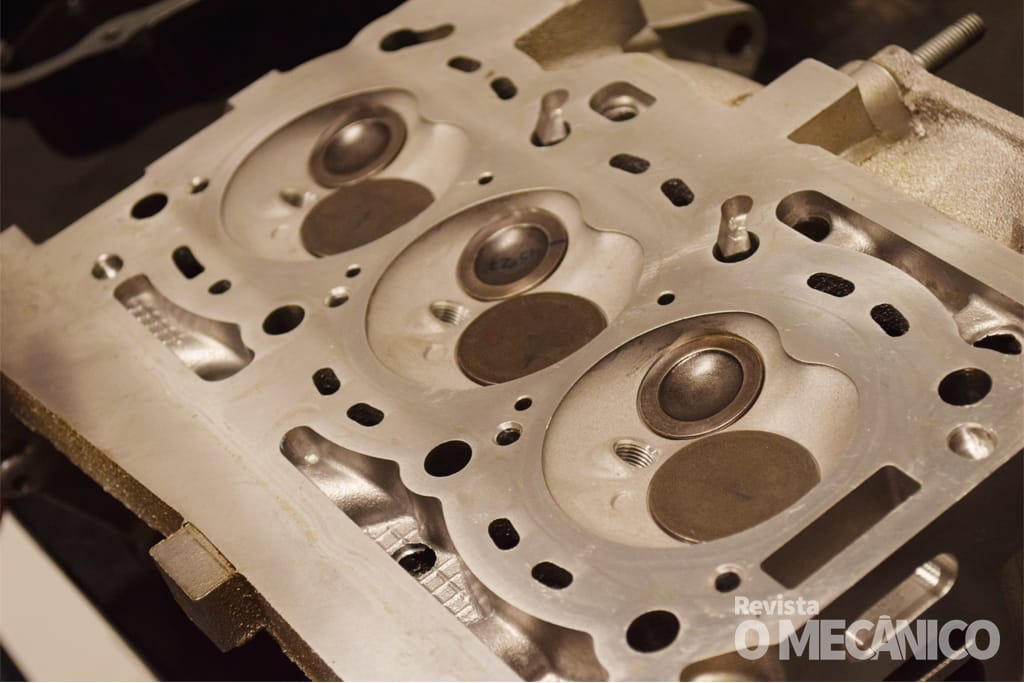
Os bloco e cabeçotes da atualidade são produzidos em alumínio, com muito pouco “sobremetal”. O que torna quase que impossível aplainar os mesmos sem atingir a espessura mínima.
Além do mais, como a vedação é feita com juntas metálicas, geralmente mais duras que o material do cabeçote e do bloco, as tolerâncias para “planicidade” e rugosidade das superfícies são muito “apertadas”. Isso sem falar nos altos torques de aperto exigidos (geralmente angulares).
Muitos problemas de montagem, com juntas metálicas, se devem as condições das superfícies de contato. É preciso saber as tolerâncias e exigir o seu cumprimento por parte de quem faz as usinagens.
Afinal de contas: ”bobeou”, matou a peça. Aí só uma nova.
No entanto, sabe-se que a realidade é outra. Dependendo do tamanho, modelo, material e valor do cabeçote, idade do motor, espessura, condições gerais e poder aquisitivo do proprietário, recuperações com solda (enchimento) eram e ainda são realizadas. Isso sem falar das recuperações de trincas. Procedimentos esses “abominados” pelos fabricantes.
Os resultados? Bem, eles variam muito.
Muitos dos que fizeram e fazem uso desse recurso declaram estar satisfeitos. Outros já dizem o contrário. Não existe um consenso.
O importante é que o “Guerreiro das Oficinas” precisa saber quando um cabeçote precisa ” morrer”.
Hoje voltamos altura do cabeçote para Stander levantando a altura e retificado o cabeçote fica ótimo o serviço . Detalhes (não e um serviço que todos fazem pois não e fácil e tem que saber fazer ) Depende do quanto o cliente está preparado para o gasto . Fica opção de troca do cabeçote ou enximento depende da ocasião e se e um cabeçote muito caro ou raro!
estou comprando uma c 10 79 com cabecote fundido, e recuperavel?como e o servico qual o custo hoje/
ola queria saber onde acho cabeçote ou reparo do daewoo lanos 1.6 16v pois omeu esta no limite oualguma recomendação sob o fato pois retificaram e montou eo carro faz barulho demais dispara igual a metralhadora sera tuchos antes de ferver não tinha barulho mecanico diz e tuchos obg sim
Na verdade, se o dono do veículo tiver condições o mais recomendado seria trocar o cabeçote por um novo.
Caso não queria gastar pode sim fazer um reparo ou uma retifica desde de que o reparador ou mecânico siga rigorosamente as especificações técnicas.
Çabecote baixo e só colar duas juntas, já fiz isso deu certinho. Mas junta sob medida não aguenta, melhor colar duas originais.
Esse negócio de altura mínima do cabeçote, em alguns casos eu diria que é balela. Meu Fiasa 1.0 mpi queimou a junta e superaqueceu. Abrimos, e na hora de plainar o cabeçote, a retífica relatou que estava muito abaixo do mínimo, e me empurrou uma “junta especial”, mais alta, no valor de R$ 200, para compensar o cabeçote rebaixado. Resultado? Ficou um lixo! Motor ficou com baixa compressão nos cilindros 1 e 2, e alguns meses depois voltou a ferver, pois a junta especial abriu o bico. Abri de novo, plainamos mais uma vez e montamos com a junta original. Ficou bem rebaixado, deve ter ido de 9,35 pra uns 10:1 de taxa, mas nada alarmante pois o motor tem sensor de detonação e injeção eletrônica, sem mencionar que nossa gasolina tem 27,5% de etanol (ou mais, dependendo do posto). Está funcionando normalmente há meses, ficou bem mais forte (tá andando junto com o Palio Fire de 65cv na alta), fiquei infinitamente mais satisfeito. E olha que a retífica condenou a parte de baixo, que estaria muito ruim e deveria passar para 0,50. Mas mandei montar assim mesmo e mala. Fica a dica para quando a retifica tentar empurrar juntas especiais para cabeçote muito baixo: fuja. Ou arrisque montando com junta original, ou compre outro cabeçote.
Sou mecânico e também faço juntas de cabeçote sobmedidas, para não ter que gastar com outro cabeçote , compensamos na junta, fica a dica.
Boa tarde, levei recentemente o meu carro a uma oficina, pois que o motor estava gripado. Foi informado que havia necessidade de rectificar o bloco. É recomendável rectificar um bloco de alumínio?
Trabalho em uma retifica de motores ,Base retifica se precisarem de qualquer um dos serviços citados me coloco a disposição.(11)961534109
Olá Tiago,
Sempre que o parafuso for retirado do cabeçote é necessário instalar um novo, pois o parafuso sofre um estiramento quando torqueado. Se for reutilizado novamente ele terá perdido suas propriedades e não fará o esmagamento necessário na junta, ocasionando vazamentos. É recomendado também que a junta seja trocada por uma nova toda vez que o cabeçote for removido.
Atenciosamente,
Revista O Mecânico;
Muito boa a matéria! Dúvidas:Tem que trocar os parafusos do cabeçote antes de reinstalá-lo ou depende do estrago?E como a junta não estraga se ela faz parte da câmara de combustão (é o que eu entendi)? Obrigadooooo!!!!