A edição 2015 da WorldSkills Competition, maior competição de educação profissional do mundo, acontece entre os dias 12 a 15 de agosto, no Pavilhão de Exposições do Anhembi, em São Paulo/SP. Em sua 43ª edição, a competição recebe 1,2 mil competidores, de cerca de 60 países, que participam de provas de conhecimento e habilidade relacionadas a 50 profissões. O evento ocorre pela primeira vez na América Latina e tem organização da WorldSkills International em parceria com o SENAI.
A Bosch é patrocinadora do módulo de Tecnologia Automotiva e fornece os equipamentos de teste que estruturam uma oficina mecânica para que os competidores demonstrem suas habilidades e conhecimentos durante as disputas. A Fluke, por sua vez, disponibiliza suas ferramentas eletroeletrônicas de teste que serão utilizadas em 12 categorias, incluindo o módulo automotivo.
Já a Volkswagen do Brasil disponibiliza 10 veículos (9 Tiguan e 1 Golf) e 22 carrocerias do Up! que serão usados em quatro estações: “Prova de Transmissão”, “Prova de Eletroeletrônica Automotiva”, “Prova de Carrocerias” e “Prova de Teste de Airbag”. A Volkswagen também empresta equipamentos e ferramentas para as realizações das provas, como 8 transmissões MQ 250, 6 marchas, 8 jogos de ferramentas para reparo e manutenção, 7 suportes de transmissão VAS, entre outros itens.
Outra empresa que também marca sua presença é a MAN Latin America, com o fornecimento de veículo, componentes e ferramentais necessários às missões da categoria voltada a motores a diesel. O VW Constellation 24.280 servirá como modelo para que os técnicos da ocupação Manutenção de Veículos Pesados trabalhem. Os organizadores simulam falhas no caminhão para que os competidores façam o diagnóstico e realizem os devidos reparos. Sai na frente quem solucionar as questões no prazo mais curto. A MAN Latin America fornece ainda dois motores e todas as ferramentas necessárias para a execução das missões propostas.
Uma das patrocinadoras do evento, a 3M disponibilizará produtos e equipamentos que serão usados nas várias competições. Na área automotiva, a 3M oferecerá produtos para as competições nas ocupações: Funilaria Automotiva, Manutenção de Veículos Pesados, Pintura Automotiva e Tecnologia Automotiva. Os produtos vão desde os Discos Abrasivos Trizact até o líquido Perfect-It Lustrador para pintura automotiva, passando pelas boinas de lã e dupla face. Além disso, a multinacional terá um estande no local voltado para a discussão de perdas auditivas.
Serviço WorldSkills São Paulo 2015
Data: De 12 a 15 de agosto de 2015
Local: Anhembi Parque
Endereço: Avenida Olavo Fontoura, 1209, Santana, São Paulo/SP
Horários:
Quarta, 12 de agosto: das 10 às 17h
Quinta, 13 de agosto: das 9 às 17h
Sexta, 14 de agosto: das 9 às 17h
Sábado, 15 de agosto: das 9 às 16h
Ingresso: Gratuito
O BMW X3 passa a ser produzido no Brasil, a partir de agosto, na fábrica do BMW Group Brasil em Araquari/SC, nas versões BMW X3 xDrive20i, X3 xDrive20i X Line e X3 xDrive35i M Sport. O ingresso do BMW X3 na linha de produção catarinense neste mês segue o cronograma proposto pelo BMW Group Brasil à época do anúncio de construção da fábrica nacional. Este é o quarto modelo a ser produzido na fábrica, onde já são feitos os modelos Série 3, X1 e Série 1. Até o fim deste ano, o MINI Countryman também ingressará na lista de produção nacional.
A versão de entrada, X3 xDrive20i, tem motor 2.0 litros de 4 cilindros a gasolina, com 184 hp de potência e 270 Nm de torque, capaz de acelerar de 0 a 100 km/h em 8,2 segundos. O modelo traz ainda tração integral e transmissão automática de oito marchas. A lista de equipamentos inclui, além do sistema de navegação com ConnectedDrive, ar-condicionado automático digital, rodas de liga leve Double Spoke aro 18, dentre outros itens.
Na mesma motorização, a versão xDrive20i X Line produzida em Araquari ganha rodas de liga leve Y Spoke aro 18 e elementos do design X-Line, além de teto solar; sistema de navegação profissional com tela de 8,8”; DVD e HD de 20GB; câmera de ré; sistema de abertura e fechamento elétrico do porta-malas; som HiFi; e espelhos externos rebatíveis e com função anti-ofuscante.
A versão xDrive35i M Sport, é o primeiro modelo de 6 cilindros produzido localmente pela BMW. Seu motor 3.5 litros a gasolina entrega 306 hp, torque de 400 Nm e acelera de 0 a 100 km/h em apenas 5,6 segundos. O modelo também traz o BMW Head-Up Display, que projeta no campo de visão do motorista todas as informações necessárias para o condutor não desviar o foco da estrada.
Preventivamente, com 80 mil Km o catalisador deve ser substituído, aproveite para checar todo o sistema, para garantir que o veículo esteja dentro dos limites de emissões permitidos pela legislação
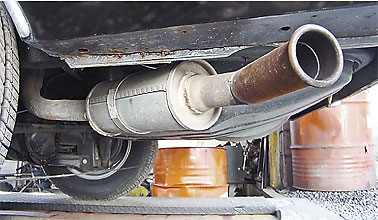
Reduzir as emissões de poluentes na atmosfera, esta é a ordem da vez. É o que preocupa as autoridades nos dias de hoje e o que as montadoras e fabricantes estão atentos para assegurar: a qualidade de vida das pessoas, principalmente, nos grandes centros. Na cidade de São Paulo o controle dessas emissões virou lei: para licenciar o veículo, primeiramente, o motorista deve levá-lo para uma inspeção ambiental. Se os índices de emissões estiverem acima do permitido, nada de licenciamento.
No restante do país, a lei da inspeção ainda não vingou, mas por outro lado, a consciência fala mais alto, pelo menos entre os mecânicos de plantão, afinal, isso indica mais serviço em suas oficinas. E um dos sistemas que o técnico precisa ficar de olho é justamente o de exaustão, que tem a responsabilidade de reduzir a emissão de gases e o ruído gerado do motor. Nessa matéria, fizemos a inspeção e troca dos componentes do Chevrolet Prisma 2008, com 82 mil km rodados.
Um dos componentes mais importantes é o catalisador, que tem a função de filtrar os gases nocivos e transformá-los em gases menos prejudiciais ao meio ambiente, segundo Henrique Rocha, técnico da Tuper. “O mecânico deve ficar atento para adquirir somente catalisadores de boa qualidade, jamais retirar o miolo, que possui uma cerâmica composta por metais nobres – platina, paládio e ródio, que fazem a reação química que reduz os gases nocivos: Monóxido de Carbono (CO), Hidrocarboneto (HC) e Oxido de Nitrogênio (NOx), que devem ser controlados”, complementa.
Não podemos esquecer que, desde 2011, todo catalisador tem que ser certificado pelo Inmetro, atestando que converte os três gases. Se o preço do catalisador estiver muito barato e não constar o selo do Inmetro, pode indicar até mesmo que a carcaça esteja oca, ou seja, não vai fazer nenhum efeito, além de prejudicar outros componentes do carro, vai aumentar o nível de ruído, o consumo de combustível e prejudicar o meio ambiente.
Check up e troca das peças
A primeira dica de como detectar um problema no conjunto de escapamento é escutar se há ruídos diferentes. Em caso positivo, o mecânico deve fazer uma análise visual e manual, usando sempre as luvas de proteção. Com o veículo no elevador, observe atentamente se não existe corrosão, furos, batidas, amassados, possíveis vazamentos em pontos de solda, trincas e outras avarias em toda a extensão do conjunto.
Em seguida, o técnico deve dar umas batidinhas com o dorso da mão para verificar se o miolo não está solto e se não há resíduos de catalisador dentro do silencioso. Para efetuar o reparo, use ferramentas convencionais, jogo de soquetes com catraca, alicate de corte, serra e chave para remover a sonda lambda.
1) O primeiro passo, com o carro no elevador, é retirar a proteção do motor, por meio de quatro parafusos sextavados.
2) Para soltar melhor os parafusos da flange, entre o catalisador e o tubo do motor, use um spray desengripante. Deixe o produto agir por alguns minutos para fazer efeito.
3) Enquanto isso, retire os dois coxins do silencioso traseiro, retirando a trava primeiramente. Coloque também um pouco de desengripante para a borracha sair com mais facilidade.
4) Agora com a serra, corte o tubo de entrada do silencioso traseiro. Vale lembrar que tem pontos específicos para o corte. Balance para ver se não há nada solto dentro da peça.
Obs: Se as condições estivessem boas, a peça poderia ser colocada novamente no carro, mas no nosso caso, não poderá ser reutilizado por conta de um furo na carcaça. O flexível intermediário também está com a malha interna quebrada.
5) Em seguida, remova os coxins do silencioso intermediário, também por meio de uma pequena trava e deslizando a borracha. A dica é sempre trocar os coxins de borracha para evitar perder o serviço por arrebentar as mesmas e o escapamento ceder.
Obs: Se fosse necessário, existe mais um ponto de corte na conexão do tubo do motor com o silencioso intermediário. Mas no nosso caso, será trocado inteiro, então não precisa cortar.
6) Vamos voltar aos parafusos que foram desengripados. Use um soquete e remova as três porcas, que na hora de apertar tem torque de aproximadamente 22 Nm.
7) Faça a retirada do conjunto completo. Não se esqueça que na hora da montagem a junta deve ser obrigatoriamente substituída por uma nova (7a).
7
7a
8) Ainda por baixo do carro, solte os dois parafusos que prendem o suporte do catalisador. Nesse momento já é possível ver a colméia interna da peça. Também, por baixo, soltar os dois parafusos torx que prendem o defletor de calor.
9) Abaixe o carro no elevador para, pela parte de cima, tirar os parafusos da flange entre o coletor de escape e o bloco do motor. Mais uma vez, use o desengripante.
10) Primeiro afrouxe os quatro parafusos torx que apóiam a placa defletora de calor do escapamento e depois os quatro parafusos sextavados que sustentam o coletor.
11) Não esqueça de soltar o conector do chicote elétrico da sonda de oxigênio que fica abaixo da bobina, antes de tirar as peças.
12) Tome cuidado com o conector da sonda que está solto e pode ser danificado.
13) Solte os quatro parafusos inferiores da flange do coletor de escapamento com o motor.
14) Em seguida, termine de soltar os parafusos superiores e, com cuidado, retire o catalisador pela parte de cima do carro. Tire os cabos de vela para facilitar a retirada e não danificá-los.
15) Com o catalisador já fora do carro, retire a sonda lambda com uma chave 22 mm e coloque na peça nova, que será instalada no carro, use o torque de aperto de aproximadamente 22 Nm.
Montagem dos componentes
1) A montagem das peças que foram retiradas segue o processo inverso que realizamos até agora. Comece colocando o catalisador novo no carro, apertando os parafusos do centro para as extremidades em espiral, com torque de aproximadamente 22 Nm.
2) Em seguida, suba o carro no elevador, fixe os parafusos inferiores da chapa defletora e os parafusos do suporte do catalisador.
3) Reinstale o tubo do motor novo, a junta metálica entre a flange inferior do catalisador e do tubo do motor. Não dê o aperto final agora, somente depois de instalado todo o conjunto.
4) Encaixe o silencioso intermediário com o tubo do motor, coloque os dois coxins de borracha e as abraçadeiras. Não dê o aperto ainda.
5) Repita o processo na colocação do silencioso traseiro. Por fim, coloque as abraçadeiras, que tem posição de montagem correta, ou seja, na marcação do inicio do corte da região de encaixe entre os dois tubos, tanto para o intermediário quanto para o silencioso traseiro (5a).
6) Ao final, faça o aperto de todos os parafusos das abraçadeiras, e faça uma inspeção no conjunto todo para ver se não está fora de alinhamento ou encostando em alguma parte do assoalho do veículo.
7) Para dar um toque esportivo no veículo, colocamos uma ponteira cromada no escapamento, que é só encaixar e apertar o parafuso para fixar.
8) Depois do conjunto todo instalado, ligue o carro e deixe o motor funcionando por aproximadamente uns 15 minutos em marcha lenta para que a manta que envolve a cerâmica do catalisador dilate, fazendo com que a mesma fique bem presa na carcaça.
Confira nesta reportagem o procedimento de troca de lonas e exame do sistema de freios de um implemento rodoviário fabricado pela Randon, cuja manutenção é tão importante quanto a do cavalo mecânico para evitar acidentes
Em um veículo pesado, a manutenção de um item de segurança ativa ganha importância ainda maior justamente pelas dimensões que uma falha pode tomar. E o sistema de freio é o elemento principal de salvaguarda em um veículo de qualquer tamanho. Manter o conjunto em boas condições é garantia de tranquilidade para rodar os milhares de kilômetros, que semanal ou mensalmente um veículo de carga percorre. Isso inclui o ajuste periódico das lonas de freio e, quando necessário, sua substituição.
“A vida útil da lona de freio em um caminhão está diretamente ligada ao trecho que o veículo percorre e ao volume de carga que carrega”, declara Silas Vicente Cruz Filho, consultor técnico da Fras-le. “O maior inimigo da lona de freio é o calor. Se o caminhão for utilizado em serra, naturalmente o freio vai produzir mais calor do que se conduzido em trechos planos”, explica. Outras situações que sobrecarregam e causam o desgaste prematuro das lonas em qualquer veículo pesado são a condução agressiva, excesso de carga e não usar o freio motor em declives ou paradas.
No caso de cavalos mecânicos e implementos rodoviários, outro fator de desgaste é o uso incorreto e abusivo do freio da carreta através do “manete”, o que força o sistema de freio do implemento e, em casos mais avançados, pode causar o temido efeito “L” e a chance de um acidente grave é grande. Por isso, a recomendação da Fras-le é que o freio seja verificado a cada 5 mil Km, independentemente do trecho que o veículo esteja percorrendo, para garantir que o sistema atue com segurança.
O consultor técnico da Fras-le atenta também para outra prática muito perigosa vista no mercado, que é a manutenção do freio em apenas um lado do implemento. “A manutenção de freios sempre deve ser feita por eixo, e nunca por lado do implemento. Caso a revisão ou o ajuste seja feito apenas de um dos lados, o freio ficará descompensado, o que acarretará problemas de estabilidade do veículo e de superaquecimento do freio já reparado”, adverte Silas.
Para esta reportagem, foi feita a manutenção preventiva do sistema de freio de um implemento Randon: uma carreta de código SRBT SL0326, de fabricação e modelo 2011, com tara de 7.500 kg e PBT de 25.500 kg, utilizada no transporte de produtos químicos. O freio dessa carreta é pneumático, acionado por eixo expansor “S”, e é fabricado pela Master. “Este é um freio de fácil desmontagem, por isso, o conjunto é chamado de freio de troca rápida”, conta Silas. O modelo do conjunto tem a designação “Q”, que vem da palavra “Quick”, ou “rápido” em inglês, que faz referência justamente à rapidez da desmontagem e montagem das peças.
Como se trata de um procedimento em uma região suja do veículo, não se esqueça de utilizar o EPI correto, principalmente os óculos de segurança, para que nenhum tipo de sujeira atinja seus olhos, e luvas. “Outros cuidados com a saúde devem ser tomados na retirada do tambor (conjunto rodado), que é uma peça pesada e o esforço em retirá-la pode causar algum problema ortopédico”, avisa o técnico.
Retirada do tambor (conjunto rodado) e manálise dos componentes
1) Solte a regulagem das lonas de freio para que o tambor possa ser retirado. Em seguida, suspenda o veículo sobre os cavaletes.
2) O próximo passo é soltar o miolo do tambor, começando pela tampa do cubo, depois partindo para a porca-castelo, que deve ser sacada com uma ferramenta especial. (2a)
2
2a
3) Em seguida, retire o rolamento externo e, assim, o conjunto rodado poderá ser retirado por inteiro. Neste caso, retiramos o conjunto com a ajuda de um carrinho especial, que serve de suporte. (3a)
3
3a
Obs: Examine os rolamentos e suas capas quanto a desgaste excessivo. Lave todas as peças e troque a graxa lubrificante, que deve ser especial para a aplicação.
4) Foi observado que a lona de freio já estava no final de sua vida útil, requerendo troca. Isso é notado pela sua espessura, que chegou próxima à faixa indicadora de desgaste.
5) O tambor de freio, a princípio, aparentava estar em boas condições, mas depois de uma análise mais cuidadosa, foi notado que apresentava um leve espelhamento e microtrincas causadas por excesso de calor. A recomendação do técnico, no entanto, é retificar o tambor sempre que houver uma troca de lona de freio, mesmo que seja apenas para “limpar” a superfície do espelhamento, que naturalmente aparece com o uso. Meça também o diâmetro interno do tambor e compare sua medida com a tabela do fabricante, para garantir que ainda não tenha atingido o limite máximo.
Desmontagem dos componentes e substituição das lonas
1) A desmontagem das sapatas começa pela retirada da mola de retorno, levantando a sapata inferior e deslocando a mola com uma chave de fenda. Desencaixe as outras molas da sapata inferior e remova-a. Em seguida, retire a sapata superior. (1a)
1
1a
2) Durante o processo manual de descravamento da lona, o mecânico deve tomar cuidado para não danificar a sapata (ou patim) de freio.
3) Sempre verifique as condições da sapata antes de colocar as lonas na sapata de freio. Por exemplo, certifique-se que a sapata está limpa e que não há rebarba nos furos dos rebites após o descravamento. As rebarbas podem causar uma espécie de calço, prejudicando assentamento da lona na base. Observe também o modelo da sapata em relação à lona que está sendo usada. Neste caso, o modelo da sapata é o “Q “, identificado pelas pequenas cruzes na base de assentamento da lona na sapata. A designação significa que essa sapata recebe lonas de espessura maior do que o usual e com outro desenho.
Obs: Verifique também se a sapata não está empenada ou torta, se há desgaste excessivo na ponta do rolete. 4) Posicione os rebites da lona com um punção. Verifique o perfeito alinhamento da furação na sapata.
5) A rebitadeira utilizada é comercializada pela Fras-le, que com seu suporte faz o que se chama de “rebitagem inversa”. Uma das vantagens do processo é que não é necessário o uso de fita para segurar os rebites nos buracos. A pressão controlada da máquina garante o cravamento correto da lona. A rebitagem deve ser feita de dentro para fora, e do centro para as extremidades.
Obs: Em outros equipamentos, a força de rebitagem deve ser de 2.400 kgfm (com tolerância de 200 kgfm).
Montagem e regulagem do freio
1) Antes de montar os componentes do freio, é necessário verificar alguns itens, como por exemplo a folga do eixo “S”. A folga radial (de baixo para cima, no sentido de “giro” do S) não pode ser superior a 0,8 mm e a folga axial (de dentro para fora) não pode ultrapassar 1,5 mm. Caso haja folga radial, devem ser trocados a bucha e o eixo “S”, se for o caso e, se houver folga axial, ela deve ser corrigida com arruelas espaçadoras no ajustador de freio.
2) Outro item a ser verificado antes da montagem é a mola de retorno. É recomendável que se faça a troca dessa mola a cada troca de lona. No entanto, o mecânico, usando o bom senso, pode indicar a reinstalação observando se não há espaçamento entre as espiras, mas isso só é recomendável se as molas forem as mesmas indicadas no manual de reparação do implemento.
3) Já as molas de retenção, por sua vez, são responsáveis pela pressão dada nas sapatas para que elas não trabalhem soltas. Como este é um sistema de freio flutuante, as molas de retenção são importantes para que o desgaste das lonas seja por igual. Se uma das molas perder a pressão, pode produzir ruídos e/ou fazer com que as lonas se desgastem de forma irregular. Por isso, a verificação e a troca dessas molas é obrigatória.
4) O processo de montagem segue a orientação inversa da desmontagem, observando a limpeza do local de trabalho. Isso é importante para evitar a contaminação da superfície da lona, que é uma região porosa e, caso fique suja, deixará o freio menos eficiente.
5) Feita a manutenção do tambor, com o engraxamento e a troca do retentor do cubo, coloque de volta o conjunto rodado. Em seguida, posicione o rolamento, a arruela espaçadora e a porca-castelo. A porca-castelo, por sua vez, é apertada (com uma ferramenta especial) até o final, e depois deve ser aliviada em 1/6 de volta (aproximadamente 60º). Caso a oficina não possua relógio comprador, este é um procedimento que garante que o rolamento terá a folga axial necessária para trabalhar livre, sem pressão excessiva. (5a)
5
5a
6) Para regular a distância da lona, através do ajustador, encoste a lona no tambor e depois alivie ¼ de volta (90º). O procedimento de regulagem sempre deve ser feito com a roda levantada, para se ter certeza que as rodas do veículo estão rodando livremente. Se a regulagem for feita no chão, não haverá como ter essa certeza. Caso as rodas do veículo fiquem parcialmente presas pelo freio após a manutenção, o calor das lonas de do tambor irá dilatar as superfícies, o que poderá travar a roda por completo em algum ponto do trecho.
7) Durante o uso, em sistemas com ajustador manual, os freios devem ser verificados a cada três ou quatro dias, dependendo da rodagem, ou a cada 2 mil Km. No caso dos ajustadores automáticos, deve-se ficar atento à sua manutenção periódica de acordo com o manual do fabricante do veículo.
Num mercado em que a evolução passa em alta velocidade, as tendências do que vêm por aí são ditadas pela tecnologia que já são utilizadas na indústria automotiva e logo estará na sua oficina como parte real do seu trabalho
Algum dia, passeando pelo Salão do Automóvel, você se deparou com um desses carros-conceito e se perguntou: “será que esse veículo vai chegar na minha oficina?” Aposto que sim e aposto também que você já recebeu vários conceitos para reparar na sua oficina, com a única diferença de que eles já tinham se tornado veículos de série. Isso acontece porque todo carro já foi um conceito e o que hoje é nova tecnologia, pode tranquilamente ser realidade daqui a alguns anos.
É lógico que para você receber um desses carros, já como de linha, se esforçou muito para saber um pouco sobre sua mecânica e tecnologia embarcada. E assim vai ser de agora por diante: todo mecânico vai ter que aprender para enfrentar com sucesso o que vem por aí. Para nos ajudar nesse sentido, o auditor de serviços do IQA (Instituto da Qualidade Automotiva), José Palacio, vai contar um pouco das armas necessárias para trabalhar numa oficina do futuro, seguindo as tendências do mercado já!
“A palavra ‘tendência’ quer dizer para onde estamos caminhando, qual é o rumo que será seguido daqui pra frente. E no mercado de reposição não é diferente, existem tendências que ditam o caminho a seguir, e esse caminho só pode ser trilhado por quem se prepara e se dedica a ele. Esse é o primeiro passo do mecânico que quer se destacar no futuro: se atualizar sempre”, reflete Palacio.
Reparação no passado
Para sentir como será a reparação no futuro, não podemos deixar de nos lembrar do tanto que a oficina e o profissional evoluiram nas últimas décadas. Nos anos 80 era difícil o mecânico pensar o que ele teria em mãos no futuro. “A oficina não tinha perfil de qualidade, não havia a preocupação com o ambiente de trabalho, muito menos com a natureza. Além disso, não havia equipamentos sofisticados para detectar falhas, tudo era feito na base da tentativa e da eliminação”, relembra o auditor.
Palacio explica que o mecânico fazia um acordo com a loja de varejo e pegava as peças por consignação. Depois de aplicada, se solucionasse o problema, estava bem, se não solucionasse, devolvia a peça e tentava outra. Isso se seguia até que o problema do carro fosse corrigido.
Em relação ao profissional, o que contava era a habilidade do mecânico. Ele era como um amigo do cliente, que conhecia o seu carro e sabia o que tinha de errado pelo barulho, pelo cheiro e pela aparência. “O profissional tinha conhecimento prático, sendo que a maior parte deles aprendia com outro mecânico mais velho, que nem sempre teve o estudo teórico necessário para isso. Ele aprendia olhando, tentando e trabalhando no dia a dia”, comenta.
Na verdade, o bom mecânico tinha, além da habilidade, um espírito mais curioso e perfeccionista, que fazia com que ele fosse buscar informações, se aperfeiçoar, mesmo com muito mais dificuldade do que existe hoje. “Nas oficinas, sempre teve aquele mecânico que sabia mais, ele comandava o bom trabalho. Mas não tinha onde buscar informações, o SENAI não oferecia tantos recursos como atualmente, pois ainda não tinha a estrutura automotiva que tem hoje”, avalia.
Palacio diz que quem conseguia um pouco mais de subsídios eram as redes de concessionárias, por conta das informações de lançamento passada pelas montadoras. Mas nada disso chegava aos independentes. A rivalidade entre eles era muito mais forte do que hoje.
O ambiente de oficina era precário, muito mais masculino, via de regra, com chão de terra batida e folhinha de mulheres sensuais pendurada na parede. Muita sujeira, graxa, estopas e materiais espalhados sem organização. O mecânico não era uniformizado e muito menos usava uma identificação.
A relação com o cliente era somente em relação ao atendimento no reparo do veículo, sem pensar se ele tinha ou não ficado satisfeito. Os empresários não tinham noção de pesquisa de trabalho, de marketing ou divulgação, apenas o boca a boca funcionava para expandir o negócio. “A confiança no amigo mecânico era maior porque na hora que encontrava um cara bom, que consertava o seu carro, aquele era o homem de confiança. Quando o mecânico trocava de oficina e o cliente percebia, migrava com o mecânico”.
O carro também não era nada tecnológico, essa era a realidade da ocasião. Os materiais que eram utilizados na época eram convencionais, não tinham equipamentos ou ferramentas específicas, nem oficina especializada. “Naquela época também não tinha sido aberta a importação de veículos, então as oficinas trabalhavam somente com carros nacionais. Pouquíssimas oficinas tinham equipamentos suficiente para fazer reparo em carro importado”, diz Palacio.
Quando um carro quebrava na estrada, o proprietário já tinha consigo algumas chaves, um alicate, um condensador, um jogo de platinado e uma correia, que eram suficientes para colocar o carro em funcionamento. Só em último caso o socorro mecânico era acionado, o profissional levava uma caixa com ferramentas e caso não conseguisse consertar, o carro era guinchado para a oficina. “Plataforma na época, nem pensar, somente algumas seguradoras é que dispunham dessa modalidade”, lembra.
Palacio acredita que a qualidade do produto naquela época era diferente dos modelos de hoje, por isso existia tanta diferença no reparo em geral. “A manutenção preventiva sempre existiu, mas ninguém fazia. Esperava o carro quebrar para vir consertar, mas da mesma forma que acontece hoje, as peças tinham vida útil, mas ninguém se atentava a esse detalhe importante. Manutenção preventiva, nem pensar”, complementa.
Nos dias atuais
Conforme o carro foi evoluindo, a tecnologia embarcada foi sendo adotada, assim como novos conceitos foram incorporados. “As informações que não existiam hoje começaram a aparecer, pelo menos o mecânico já sabe onde procurar: SENAI, Sindirepas, publicações especializadas como a Revista O Mecânico, embora com certa dificuldade no começo”, afirma Palacio.
A começar pelo ambiente de trabalho, hoje a oficina é mais familiar, muitas mulheres frequentam, é limpa, organizada e voltada para garantir a satisfação do cliente. “Existe uma infraestrutura que vai desde a recepção dos clientes até a entrega do carro. O próprio prédio tem fachada diferenciada. Passamos de oficina mecânica para centro de reparação, com suas especificações e modalidades de trabalho mais focados, com uma preocupação grande também em relação ao meio ambiente, com descarte correto e reciclagem”, observa o auditor.
O profissional também evoluiu, bem como seu grau de escolaridade, diferente do mecânico mais antigo que tinha baixa escolaridade, e começava a trabalhar por falta de opção. “Isso se tornou uma necessidade, pois o carro evoluiu e está mais tecnológico, se o profissional não acompanhar com a escolaridade, ele não consegue efetuar um correto diagnóstico, até porque não consegue ler o scanner, usar o computador, baixar um arquivo, interpretar as falhas, etc”.
Hoje existe a preocupação com treinamento e atualização do profissional, tendo sempre em vista a satisfação do cliente. “Tem que estar constantemente evoluindo e hoje você tem opções de treinamento por meio de fabricantes, fornecedoras, até mesmo das montadoras, por meio das redes de concessionárias. O mecânico de confiança hoje é aquele que tem informações técnicas especificas, que cuida do veículo do cliente e se preocupa com qualidade do serviço e fidelização”.
Há uma gama extensa de ferramentas específicas e especializadas, manuais ou eletrônicas, além de equipamentos de alta tecnologia, scanner de diagnóstico que mostra diretamente o defeito. Tudo isso dentro de um universo que dá ainda suporte técnico e agrega valor aos produtos, oferecendo garantia e treinamento para operação.
O futuro da oficina:
Com o avanço tecnológico que está ocorrendo na indústria, já temos veículos do futuro andando entre nós. São modelos dotados de sistemas tecnológicos tão avançados que chegam até a falar. Hoje temos injeção eletrônica direta, piloto automático, assistente de frenagem, veículos híbridos, sensores de distância, etc.
“Muitos concept-cars se tornaram realidade, e muitos outros virão. Os caminhões estão muito avançados, hoje tem modelos automatizados que usam um joystick no lugar da alavanca de cambio”, observa, ressaltando que até o motorista deve estar atualizado.
“E tudo está acontecendo muito rápido, considerando que a cada ano que se passa os modelos evoluem de tal forma que precisaria de cinco anos se fosse no passado. É claro que a reparação vai seguir esse mesmo caminho, com a mesma velocidade”, afirma Palacio. Ele lembra que antigamente o motorista tinha uma caixa de ferramenta no carro, e hoje leva o cartão da seguradora, pois nem mesmo o mecânico com todo seu conhecimento, mas sem os equipamentos necessários, se arriscaria a mexer num motor moderno.
A tendência do futuro é ter cada vez mais a eletrônica embarcada nos modelos, como já vem acontecendo na Europa, e isso vai exigir cada vez mais conhecimento dos mecânicos que querem ser bem sucedidos. “É bem provável que tanto diagnóstico quanto conserto sejam feitos com ajuda de vídeo e de alta tecnologia, como uma endoscopia ou uma cirurgia a distância”, acredita Palacio.
A oficina vai ser um ambiente tecnologicamente avançado e limpo como um consultório, para poder lidar com tantos componentes eletrônicos com segurança. Os clientes estarão cada vez mais atentos em seus veículos e preocupados com os reparos que vão querer acompanhar o trabalho através de câmeras, o que na verdade já existe em redes mais sofisticadas.
“As informações vão chegar pela internet e o mecânico vai precisar de curso superior, capacitação e desenvolvimento constante para reparar com qualidade o carro do futuro, que, na verdade, não está tão longe assim”, completa Palacio.
Até pouco tempo atrás, o mecânico tendia a concentrar os seus esforços apenas sobre a técnica, deixando a administração do negócio em segundo plano. Pois é, muito tempo e dinheiro foram gastos em ferramentas, equipamentos e treinamentos. Não que isso seja errado. Muito pelo contrário! Um dos pilares de sustentação de uma oficina de reparação automotiva é justamente o preparo técnico da equipe e os recursos disponíveis.
No entanto, a única atividade administrativa que o “Guerreiro das Oficinas” costumava fazer era subtrair, no final do mês, o total das despesas do mês (empresa e pessoais) daquilo que fora arrecadado. Se sobrasse dinheiro (o mês tinha sido bom), fazia algumas extravagâncias. Se não sobrasse, utilizava a “reserva de emergência” para cobrir o “buraco” e tentava recuperar “o lucro” no mês seguinte. O resto da burocracia… Ficava por conta do contador. E funcionava! Afinal de contas, muitos negócios operaram, por décadas, utilizando-se dessa prática.
Mas os tempos mudaram. A oficina mecânica, que costumava ser um negócio pequeno, quase individual, cresceu rapidamente. Muitas prosperaram, tornando-se empresas de médio ou grande porte (franquias). No entanto, devido à falta de procedimentos administrativos adequados, muitas oficinas com alto potencial fecharam as portas ou foram vendidas. E o mecânico… Acabou virado empregado.
Mas que boas práticas administrativas são essas que, nos dias atuais, podem ser a diferença entre o sucesso e o fracasso? Pois bem, muito se engana quem pensa que administrar é apenas “tomar conta do dinheiro”. O processo é muito mais complexo, envolvendo muitas variáveis, a ponto de justificar a existência de um curso de gestão de oficinas (SENAI) com 160 horas de treinamento. Mas que pontos são esses?
– Comprar bem:
Foi-se o tempo em que era possível impor um preço a uma mercadoria. Atualmente, se a peça não for rara ou exclusiva, os preços de venda são determinados pelo mercado. A internet tornou a cotação muito simples e rápida. Ou seja, é muito fácil para o cliente verificar os preços de venda praticados por outras oficinas e lojas de autopeças. E a fama de “explorador”, além de se espalhar rapidamente, afugenta novos clientes. Por essa razão, o processo de compra se tornou importantíssimo para o bom andamento do negócio.
O lucro da operação pode estar no valor pelo qual a peça foi comprada e não vendida. O lema agora é comprar bem. E para comprar bem é preciso não só pesquisar, mas também planejar. Pesquisar continuamente novos e melhores fornecedores: aqueles que fornecem a mesma mercadoria pelos melhores preços, condições de pagamento, prazos e serviço de entrega.
– Estoque aquilo que for necessário:
O prazo de entrega do veículo é tão importante quanto a qualidade do serviço executado. E nem sempre é possível contar com a disponibilidade ou com um serviço de entrega “just-in-time” do varejo de autopeças de confiança. Logo, é preciso planejar o que pode ou não ser estocado. Saber quais são os itens de maior saída e quanto tempo permanecem no estoque são informações vitais para um bom planejamento. No entanto, é inadmissível interromper a execução de um serviço por falta de materiais básicos como: abraçadeiras, cupilhas, arruelas, adesivos e lubrificantes de uso comum.
O estoque, assim como o caixa da empresa, deve ser muito bem controlado, afinal também contém dinheiro. Sim, muito dinheiro! Logo, deve ser controlado com a mesma rigidez que o caixa. Tudo aquilo que entra, assim como, o que sai deve ser devidamente anotado e rastreado: foi comprado de quem? Quando, por quanto e por quem? Foi aplicado onde, quando e por quem? Quanto tempo permaneceu no estoque? Quantas peças desse tipo são comercializadas por mês (ou por ano)? Quem pode movimentar? São controles que além de prevenir desvios, ajudam no controle do capital imobilizado em peças e materiais.
– Saber quanto custa a sua mão de obra:
Preço de venda e custo da mão de obra são coisas totalmente diferentes. Para estipular o preço de venda da mão de obra, antes é preciso saber o quanto ela custa para a empresa. O cálculo, que deve ser feito por um especialista, envolve variáveis como: salários, encargos sociais e custos rateados. Utilizar simplesmente o valor praticado por outras empresas pode ser catastrófico. O valor cobrado talvez não cubra o custo…
– Faça aquilo que está cobrando:
A velha e abominável prática do “malho” (cobrar sem fazer) não tem lugar na oficina do verdadeiro “Guerreiro das Oficinas”, que não precisa e não quer gente que pratica essas aberrações no seu meio. Além de constituir, no mínimo, uma contravenção sujeita às sanções legais, o “malho” põe em risco a segurança do cliente. E o pior: em caso de acidente, um perito consegue facilmente detectar se algo que deveria ter sido trocado não foi.
– Documento fiscal não é agrado:
Emitir documento fiscal, discriminando os serviços executados e as peças aplicadas é obrigação! Logo, se não quiser ser alvo de denúncias, que podem levar a pesadas multas…
– O cliente é o Rei:
Essa frase, criada pelo saudoso Comandante Rolim, da TAM, deve ser levada muito a sério. Cada centavo investido na satisfação do cliente certamente será revertido em novos serviços e novos clientes (indicação). Portanto, ter uma sala de espera confortável, equipada com revistas atualizadas, cafezinho, água gelada, televisão, ar condicionado e pontos de tomada para carregar notebooks, impactará muito pouco na despesa fixa da empresa. No entanto, melhorará muito a sua imagem perante o cliente.
Fornecer, mesmo que pagos à parte, serviços de reboque, socorro e taxi, também influenciam positivamente a imagem da empresa. O cliente não se importa de pagar um preço justo pelo serviço, desde que o “sofrimento” pelo qual ele passa naquele momento, seja aliviado. Afinal de contas, ele tem outras coisas para se preocupar. Mas é claro que tudo isso deve ser devidamente mensurado, em função do nicho de mercado em que se deseja trabalhar.
Agora, independente do público escolhido, é muito importante que esse cliente seja muito bem tratado e informado. Atendentes simpáticos, treinados e, sobretudo, muito bem informados são indispensáveis. Ainda mais no telefone. Gente mal humorada ou sem vocação para atendimento não pode assumir essa importante função. O cliente quer “visitar” o carro na oficina? Que ele seja bem-vindo, desde que não atrapalhe o andamento do serviço.
No entanto, todas as suas dúvidas devem ser sanadas e suas sugestões, pelo menos, ouvidas, analisadas e respondidas. Cuidado: muitos experts em mecânica, ou mesmo, engenheiros especializados no setor, se fazem de leigos, a fim de captar o quanto a oficina está seguindo procedimentos corretos na reparação.
– Trate os pedidos de garantia com muito carinho:
Os clientes que retornam com pedidos de garantia devem ser tratados com prioridade e carinho especial. É nesse momento que ele avalia a real consideração que a empresa tem por ele. Se o pedido é procedente, corrija o mais rápido possível, proporcionando o menor desconforto para o reclamante. Mas se o pedido não for procedente, explique a negativa, sempre escorado em argumentação técnica e procure resolver o problema de forma que seja bom para ambas as partes.
– Fuja do aluguel assim que possível:
O ponto é bom? A clientela é fiel? Os negócios vão bem? Ótimo! Então se o imóvel não é seu, comece a fazer uma “poupança” para fugir do aluguel em médio prazo. Os contratos de aluguel comerciais não “protegem” o inquilino como os residenciais. A sua prosperidade pode “encher os olhos” do proprietário, que passará a querer uma fatia cada vez maior do seu faturamento a cada renovação de contrato. E se o imóvel for vendido? Como fica o seu ponto? Pense seriamente a respeito.
– Comprar ferramentas ou equipamentos em sociedade pode ser um bom negócio:
Muitas ferramentas e equipamentos, apesar de indispensáveis para determinados serviços, não são utilizados com muita frequência. Neste caso, vale a pena avaliar a possibilidade de compra em sociedade com outras oficinas.
– Treinar sempre:
Equipe treinada é equipe eficiente. Logo, o investimento retorna na forma de produtividade e bom atendimento.
– Cuide bem da sua equipe:
A equipe é a alma da empresa. Um tratamento digno e carinhoso pode ser mais valioso do que um aumento de salário. Ouça a equipe: muitas soluções para grandes problemas surgiram, simples conversas com colaboradores.
Confira como é feito o processo de pré-inspeção em uma Chevrolet Caravan 1979, tratada com requintes de colecionador, mas que, como todo carro antigo, precisa de cuidados específicos para ser aprovada na Inspeção Veicular Ambiental de SP
Quem é apaixonado por carros sempre guarda um lugar no coração para algum modelo com mais idade. Mas quem se propõe a manter e rodar com um veículo com mais de 30 anos de vida pelas ruas de São Paulo tem que se atentar a um detalhe muito importante: a Inspeção Veicular Ambiental obrigatória, executada pela empresa Controlar. A não ser que o veículo tenha sido fabricado antes de 1965 ou tenha placa preta, é obrigatório que passe pela Inspeção anualmente, como qualquer outro automóvel mais novo.
A linha Chevrolet Opala é uma das que tem o maior número de fãs na história da GM do Brasil. Inicialmente com carroceria derivada do sedã europeu Opel Rekord combinada a um powertrain da Chevrolet americana, o Opala foi fabricado no Brasil de 1969 a 1992, chegando a marca de 1 milhão de unidades produzidas. Destas, dezenas de milhares ainda estão plenamente operantes em nossas ruas, nos mais diversos modelos que a gama gerou.
Muitos desses clássicos, porém, precisam passar na inspeção veicular ambiental para rodarem com documento em dia e com o mínimo de emissão de poluentes. Para isso, o mecânico precisa fazer os procedimentos de pré-inspeção que garantam a aprovação do veículo. Mostramos nessa matéria os procedimentos feitos em uma Chevrolet Caravan 1979 com motor 151, de quatro cilindros, a gasolina.
Segundo o instrutor do SENAI-Vila Leopoldina, Marcelio Gonçalves da Matta, proprietário da oficina M.M.L.M. Serviços Automotivos, há uma modificação importante nesta Caravan em relação à original: a ignição foi totalmente trocada por um sistema eletrônico, o mesmo utilizado em motores Chevrolet do final dos anos 80 em diante. A originalidade do carro não é um item avaliado pela Inspeção Veicular, mas, neste caso, a substituição da ignição manteve as características do carro dentro dos padrões de qualidade, segurança e desempenho exigidos, como veremos a seguir.
Pré-inspeção visual: colocando tudo em ordem
Quando o mecânico recebe um carro como esta Caravan 1979 para fazer a pré-inspeção, deve ficar atento a alguns detalhes que, segundo a Controlar, são itens de reprovação imediata na pré-inspeção visual. Esta etapa consiste na simples observação do funcionamento regular do carro quanto a seu comportamento e conservação. Não haverá quaisquer procedimentos de desmontagem de peças por parte do técnico que examinará o carro, mas se o veículo for rejeitado nessa fase, sequer passará pela análise de gases de escape.
“A preparação para esta fase não exige nada além da manutenção preventiva normal do carro”, afirma o engenheiro Fernando Landulfo, técnico de ensino do SENAI-Vila Leopoldina em São Paulo/SP, que acompanhou o procedimento executado na M.M.L.M. Serviços Automotivos.
1) Abertura do capô: Um detalhe pequeno que pode virar um grande problema. O capô do motor deve abrir e se sustentar aberto, ou seja, a haste de sustentação e as braçadeiras devem estar em ordem.
2) Vazamentos: Toda espécie de vazamento deve ser identificada e contida. Qualquer respingo de óleo, fluído ou combustível no chão da área de inspeção causa a rejeição imediata do veículo. Por isso, levante o carro e examine as possíveis fontes. No caso da Caravan, dê uma boa olhada nas regiões onde podem ocorrer vazamentos de óleo de motor, óleo de câmbio (2a), na tubulação do filtro de combustível (2b), na mangueira do radiador e sistema de arrefecimento em geral, na caixa de direção hidráulica e na tubulação de freios.
“Os motores mais antigos da linha merecem uma atenção especial. A vedação do mancal traseiro era feita por meio de uma gaxeta que, com a idade, tinha tendência a apresentar vazamentos”, conta Landulfo. Nesta Caravan, após o enchimento do óleo de câmbio, uma parte do líquido escorreu pela caixa e estava prestes a pingar no chão (2c). Isso não pode acontecer, porque, se aquela gota pingar, o técnico da inspeção poderá reprovar o veículo independentemente da causa, seja ela um defeito crônico ou não. Fique atento e certifique-se da limpeza tanto do cárter do motor quanto da caixa de câmbio antes de liberar o veículo.
2a
2b
2c
3) Mangueiras e vedações: A troca de um sistema como o de ignição da Caravan é permitida porque não altera e até melhora o funcionamento do motor. Mas emendas feitas com epóxi e mangueiras presas ou remendadas com fita isolante são terminantemente proibidas. A Controlar informa que o item mais observado pelos técnicos na pré-inspeção visual é o sistema PCV (Ventilação Positiva do Cárter), também conhecido como “respiro” do motor, que causa reprovação se estiver desconectado, ausente ou com a mangueira trincada. Certifique-se também que as conexões da caixa do filtro de ar e do coletor de admissão estejam compatíveis e que não haja parafusos vedando mangueiras soltas.
4) Sistema de admissão: Procure também por folgas que causem vazamentos ou entradas falsas de ar no sistema de admissão. É importante também observar o estado do filtro de ar, que deve estar limpo e dentro da vida útil.
5) Sistema de escapamento: Para analisar este item, o técnico não levanta o veículo, mas, sim, passa um espelho por baixo do carro a fim de observar se o conjunto de escapamento está completo, sem emendas nem furos. Estas falhas podem causar entrada de ar falso no equipamento de medição e prejudicar o resultado do exame. No caso da Caravan, a corrosão apresentada em alguns pontos do escapamento não é item de rejeição, porque o conjunto está com sua integridade preservada. Mas examine atentamente o conjunto quanto a deformações e marcas de pancadas ou pontos vulneráveis. A conservação do sistema de escapamento também influencia no ruído, que pode fazer com que o veículo passe pelo Medidor de Nível Sonoro (MNS), caso ele seja selecionado.
6) Condição dos freios: Na manobra do veículo na área de inspeção, se o técnico perceber o mau funcionamento do sistema de freios, o carro será rejeitado. Certifique-se que o conjunto, principalmente o freio de mão, esteja em ordem. Durante a pré-inspeção visual, o reservatório do fluido de freio também será conferido, portanto, fique atento e faça a reposição caso o nível esteja abaixo do limite mínimo.
7) Níveis de reservatórios transparentes: O técnico de inspeção não desmonta qualquer peça, mas se houver reservatórios transparentes, como o do fluido de freio, ele vai observar se está dentro da marcação mínima estabelecida. No caso da Caravan, por exemplo, não há tanque de expansão no sistema de arrefecimento, mas será observado também o nível de água do limpador de para-brisa.
8) Comportamento do motor: Também durante a condução do veículo à área de inspeção, se o técnico perceber que o motor funciona de forma irregular, o veículo poderá ser rejeitado. Por isso, a regulagem de marcha lenta e do ponto de ignição do motor é fundamental para que o motor não trabalhe “quadrado”, ou seja, vibrando excessivamente. Outro item que envolve diretamente o motor é a fumaça que sai no escape, que não deve ser visível. Fumaça azul ou branca mal cheirosa (decorrentes do desgaste dos aneis e problemas de vedação interna do motor) ou preta (excesso de combustível na mistura) são itens de rejeição imediata.
Análise de gases de escape
Com o carro visualmente em ordem, siga para a análise de gases, que é feita como em qualquer outro carro. “Os veículos com mais de 30 anos devem se atentar ao limite de hidrocarbonetos (HC), muitas vezes alto em virtude do desgaste do motor entre os anéis do pistão e camisa do cilindro, e ao limite de CO, que está relacionado com a mistura ar/combustível”, informa a Controlar. Os motores 151 são dotados de tuchos hidráulicos. Logo, a princípio, não necessitam de regulagem de folga das válvulas. No entanto, se as varetas estiveram ajustadas incorretamente, haverá um ruído característico de “batida de válvulas”. Se as válvulas estiverem plenamente reguladas e não houver alteração nos resultados, siga para a análise dos seguintes tópicos:
1) Ignição: Elimine todas as possíveis fontes na ignição – neste caso, eletrônica -, fazendo as seguintes operações: medição de cabos de vela (1a), da folga do eletrodo das velas, examinar se há folga no eixo do distribuidor (1b), medição da resistência do rotor (1c), medição da tensão da bobina e observar a condição dos contatos na tampa. Se equipado com platinado, verificar o estado e a folga dos contatos assim como o estado do condensador. Falhas no sistema de ignição são um dos principais responsáveis pelo aumento da emissão de HC.
1a
1b
1c
2) Compressão: Se houver suspeita de problema com a compressão do motor, utilize um medidor de compressão para tirar a dúvida – lembrando que baixa compressão significa alta emissão de poluentes , principalmente o CO.
3) Carburador: Observe se preserva sua configuração original. As cores dos motores dos Opalas e Caravans dos anos 70 têm cores diferentes com relação a épocas e combustíveis utilizados. Por exemplo, os motores 151 amarelos eram todos movidos a álcool. Já o motor verde da Caravan 1979 da reportagem é alimentado pelo carburador Webber/DFV 228, de corpo simples, mas existem Opalas de mesmo ano/modelo movidos pelo motor 151-S, cuja única modificação é a utilização do carburador Webber/DFV 446, de corpo duplo, que conferia mais potência, mas era mais “beberrão”.
Utilizar um carburador não original, ou modificado, pode aumentar as emissões e impossibilitar a aprovação na inspeção veicular. (3a) “Por exemplo, se os giclês e emulsionadores forem trocados, dificilmente as emissões ficarão dentro dos limites estabelecidos”, afirma Fernando Landulfo. “Se forem instalados componentes de maior diâmetro, a mistura ficará excessivamente rica, aumentando muito o CO. No entanto, se forem instalados componentes de menor diâmetro, a mistura ficará excessivamente pobre, vai diminuir o CO, mas vai aumentar muito o combustível não queimado (HC). O ideal é utilizar o carburador na configuração original”, explica. (3b)
Para garantir seu funcionamento pleno, o carburador deve ser inteiramente desmontado, examinado e montado, e além dos giclês, devem ser examinados o volume da bomba de aceleração e altura de nível de cuba, tudo dentro dos valores especificados pelo fabricante. O mesmo princípio se aplica ao ajuste do sistema de ignição (avanço inicial, avanço centrífugo e a vácuo e ângulo de permanência).
Toda publicação séria, como a Revista O Mecânico, tem como maior preocupação dar ao seu leitor e anunciante credibilidade editorial e a garantia de que chega onde e na quantidade que se dispõe. Para isso, conta com processos de auditoria criteriosos, que são explicados aqui pelo gerente da PwC, Sergio Miyagi
Revista O Mecânico: A PwC é uma empresa de renome mundial, que atua em vários setores da sociedade. Quais os principais serviços que oferece? Sergio Miyagi: Trabalhos de auditoria externa (parecer de auditoria nas demonstrações financeiras) e interna, consultoria de negócios, consultoria tributária e societária, assessoria em transações, mercado de capitais, Non Audit Assurance Services (NAAE), serviços a pessoas físicas e outsorcing.
O Mecânico: A auditoria de tiragem de publicações é um serviço muito importante feito pela PwC, como funciona esse trabalho? Sergio: Consiste na contagem física, na gráfica responsável pela impressão, dos exemplares impressos de uma publicação (prontos para a distribuição) antes da saída da gráfica.
O Mecânico: Quais são os processos utilizados na auditoria de tiragem? Sergio: Os processos incluem contagem física e confronto das quantidades auditadas com a nota fiscal de saída da gráfica.
O Mecânico: Como é constada a garantia do processo dessa auditoria? Sergio: Nosso compromisso com a ética e com os princípios da profissão são nossa principal garantia de qualidade nos serviços que prestamos. Investimos na atualização e treinamento contínuo de nossos profissionais assim como das metodologias usadas em nossos processos de trabalho. A PwC atua no Brasil há quase 100 anos e no mundo há mais de 160 anos, fiel aos valores de excelência, integridade e trabalho em equipe.
O Mecânico: E quanto ao processo de auditoria da distribuição, como é realizado? Sergio: Verificação dos documentos de embarque e transporte das impressões para seus distribuidores (correios e pontos de distribuição). Verificamos se a tiragem auditada foi embarcada através dos documentos citados.
O Mecânico: Em relação aos profissionais que realizam esse trabalho, eles passam por treinamentos, reciclagem, etc? Sergio: Os profissionais são constantemente treinados dentro de um cronograma anual e rigoroso.
O Mecânico: Por que esse trabalho é importante para a empresa contratante? Sergio: Para dar segurança aos stakeholders do processo, anunciantes, público e à própria revista, de que os números apresentados de tiragem refletem a realidade.
O Mecânico: Quais outros clientes grandes a PwC tem no ramo de publicações? Sergio: O trabalho de auditoria envolve o sigilo das informações dos clientes. Todos os nossos contratos contêm cláusula de confidencialidade. Isso nos impede mencionar nomes de clientes.
O Mecânico: A PwC tem um trabalho específico no ramo automotivo? Conte um pouco de como funciona e o que é oferecido. Sergio: Temos uma equipe de profissionais com conhecimento específico no setor automotivo que prestam serviços de auditoria e consultoria tributária e em gestão.
O Mecânico: A PwC é um grupo que se preocupa com questões de cidadania e de ajuda à comunidade, quais são os principais trabalhos nesse sentido? Sergio: Nossa contribuição mais relevante à sociedade parte do próprio cerne de nosso negócio, que é compartilhar conhecimento. Tal prática perpassa transversalmente uma série de iniciativas que nos mantêm firmes ao nosso propósito de gerar valor social, ambiental e econômico. Nossa responsabilidade corporativa é organizada por meio de quatro pilares de atuação: “Nossas Pessoas”, “Comunidade”, “Meio Ambiente” e “Mercado”; neles estão a base para a implementação das melhores práticas de responsabilidade corporativa na PwC. O pilar “Nossas Pessoas” abrange ações voltadas aos profissionais da PwC, com programas de qualidade de vida, promoção à saúde, diversidade e desenvolvimento. Por meio de iniciativas no pilar “Comunidade”, promovemos a inclusão social, incentivamos o voluntariado e contribuímos para a formação de líderes responsáveis. No “Meio Ambiente” são contemplados nossos projetos de sensibilização em prol da conservação ambiental e da redução da nossa pegada de carbono. O pilar “Mercado” expressa nossa participação ativa na construção de uma sociedade mais justa e sustentável, por meio de nossa atuação responsável e ética, que influencia o debate de temas relevantes à agenda de governança, sustentabilidade e ética.
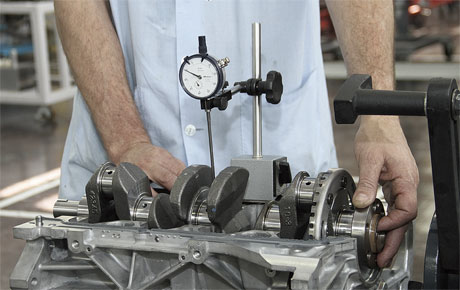
Acompanhe como são feitas as principais medidas das peças internas do motor e quais ferramentas utilizar, para assim elaborar um diagnóstico mais preciso de falhas como vazamentos e ruídos
O trabalho de medição das partes internas do motor é quase artesanal. O objetivo desse procedimento, chamado análise dimensional do motor, é comprovar as folgas entre os componentes, para que na hora da montagem do motor, depois do reparo, as medidas estejam corretas, de acordo com as especificações do fabricante, permitindo o perfeito funcionamento do conjunto.
Esse serviço é feito quando o motor apresenta vazamento ou baixa pressão de óleo, além de ruídos anormais, que venham a exigir uma desmontagem para reparo ou retífica. “Esse procedimento pode ser executado na oficina, desde que o mecânico tenha os instrumentos apropriados. Ele desmonta o motor e verifica as medidas, se precisar mudar alguma coisa, manda pra retífica, desde que permita, ou troca a peça se for necessário”, explica Hans Weiss Filho, instrutor técnico do SENAI-Ipiranga.
Para que o mecânico possa realizar a análise com segurança e qualidade, é preciso conhecer o tipo de motor, ter em mãos o manual técnico ou todas as especificações de dimensão das folgas, que varia para cada motor. “Isso permite que compare as medidas encontradas com as especificadas, para poder oferecer um laudo da minha análise, além de fazer um trabalho mais preciso e correto”.
“A metrologia é a ciência de medir, para isso, o mecânico precisa conhecer as grandezas e referências utilizadas e relacionar com o sistema internacional de unidades, reconhecido pelo Inmetro. Inclusive, pelo site do próprio Inmetro é possível baixar o quadro geral de unidade de medidas, importante para essa e outras tarefas”, esclarece Hans.
Instrumentos aplicados
É imprescindível que o técnico ao realizar a análise das medidas do motor, tenha em mãos os instrumentos necessários, bem cuidados e aferidos. Então, em primeiro lugar, vamos selecionar e aferir os instrumentos utilizados nesse trabalho, com referência no manual de reparos. Basicamente, utilizaremos micrômetros com diversas capacidades, paquímetro, relógio comparador, súbito (analisador de diâmetros internos), calibre de raio e calibre de lâminas.
“Aferir o instrumento vai garantir que seja feita a medida correta. É sempre bom lembrar ainda que os instrumentos devem ser manuseados de maneira segura, armazenados corretamente e mantidos sempre limpos”, recomenda o instrutor.
– Aferindo o micrômetro: existem tamanhos diferentes para capacidades diferentes, cada peça tem seu micrômetro específico de uso, de acordo com os valores que devem ser medidos. Primeiro, verifique se tem movimento livre de rotação do tambor, assim como a catraca. Em seguida, confira as especificações gravadas no próprio instrumento: capacidade (valor máximo que o instrumento consegue medir) e precisão (o menor valor que consegue medir).
Outra coisa são as faces de medida que devem estar em bom estado, no nosso caso a face é plana, mas existem outros modelos. Utilize uma base para micrômetro (pode fazer na morsa com a proteção adequada, evitando excesso de esforço para não danificar o equipamento).
A parte escura é um isolante térmico, por isso, segure somente nessa parte, para não gerar calor e provocar uma dilatação. Coloque o instrumento na base utilizando o padrão de 50 mm (já que este tem capacidade de 50 a 75 mm) e role o tambor até a posição. Neste caso, a ferramenta não está aferida, para aferir, pegue uma chave de ajuste e gire a bainha até o 0 mm.
Análise e medições
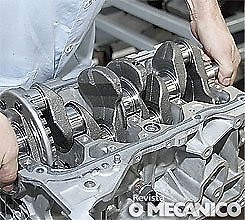
Existem dois tipos de mancais no virabrequim, o fixo (munhão) e o móvel (moente), ambos serão medidos. Isso é importante para analisar a folga entre a bronzina e a árvore de manivelas, para checar ruídos e fuga de óleo por conta de folgas elevadas. O virabrequim precisa estar na posição vertical. Não armazene a peça na posição horizontal, pois a variação de temperatura pode causar empenamento.
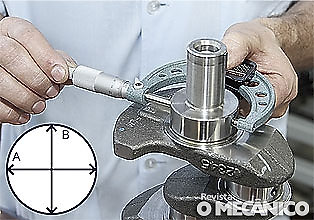
1) Para fazer a medida no munhão, utilizamos o micrômetro em dois pontos: na linha vertical e horizontal, para verificar diâmetro e ovalização da peça. O instrumento tem que estar muito bem colocado para não perder o valor.
2) Agora meça a conicidade da peça, utilizando o mesmo multímetro, mas em posição diferente. Meça na parte de cima e na parte de baixo.
Obs: A aproximação do instrumento deve ser feito com a catraca, nunca pelo tambor, para evitar excesso de carga e a obtenção de valores incorretos. 3) O próximo passo é realizar o procedimento de análise do moente, onde é montada a biela. Vamos ter os valores de diâmetro e ovalização.
Obs: Esse processo é repetido nos cinco mancais e nos quatro moentes e todos têm que ter o mesmo valor.
4) Agora verificar o raio de concordância dos mancais e dos moentes usando o calibre de raio. Faça uma inspeção criteriosa se a peça tiver chegado da retífica para não ter cantos vivos. Se esse valor não for respeitado corre o risco de ter a quebra da árvore de manivelas.
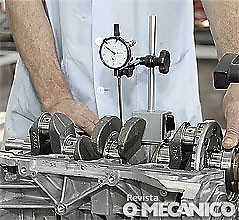
5) O próximo passo é medir o empenamento da árvore de manivelas, usando o próprio bloco como ferramenta. Remova as três bronzinas do centro e deixe somente as bronzinas do primeiro e quinto mancais (das extremidades). Depois, use o relógio comparador com alongador, com a base fixada. Antes aplique uma pré-carga inicial no relógio, e depois gire com a mão a árvore de manivela e verifique o deslocamento do ponteiro. O valor deve estar dentro da faixa indicada pelo fabricante. Medir nos três mancais do centro.
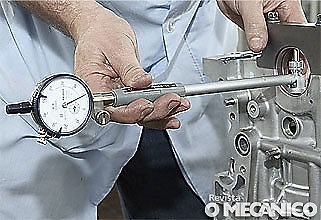
Obs: Por ser de alumínio, é impossível usar a base magnética diretamente no bloco, por isso, use uma placa metálica presa com parafusos, utilizando a furação do bloco. 6) Vamos ver agora a folga radial entre bronzina e mancal/moente, também chamado de folga de óleo, em dois passos:
a) O primeiro é feito na biela. Para isso, feche a capa da biela com a bronzina instalada, aplique o torque adequado. Com o valor do moente em mãos, transfira o valor do moente para o súbito e meça a folga no sentido longitudinal diretamente na biela. Tome muito cuidado para não danificar ou riscar a bronzina.
b) O segundo passo é medir o mancal. Coloque o mancal com a bronzina, aperte com o torque especificado e repita o procedimento de transferência do diâmetro do mancal para o súbito e meça a folga.
Determine a folga de óleo da bronzina de biela
1. Folga de lubrificação da bronzina = FL
2. Diâmetro interno da bronzina = DI
3. Diâmentro do mente de biela = DM
FL = (DI-DM) mm
8) Em seguida, determine a folga entre pistão e cilindro, além de ovalização e conicidade do cilindro. Meça o diâmetro do pistão, no ponto correto, na saia, nesse caso, na janela do grafite, com o micrômetro.
9) Por fim, faça a medição do cilindro nos dois sentidos A e B. E nos pontos 1, 2 e 3, como determina a figura.
Ovalização:
– Se A<>B tem ovalização
– Se A=B não tem ovalização
Existe uma diferença máxima entre A e B, dependendo do motor
Conicidade:
Para verificar a conicidade, compare as medidas 1, 2 e 3.
Existe uma diferença máxima entre 1 e 3, dependendo do motor
Obs: Faça o procedimento em todos os pistões e cilindros.
Conheça essa tecnologia aplicada em veículos de ponta, que permite a redução de consumo e emissões sem sacrificar o desempenho do carro. Cheio de componentes eletrônicos, é necessário muito conhecimento para realizar a manutenção deste sistema
Carolina Vilanova
Carolina Vilanova/ Divulgação
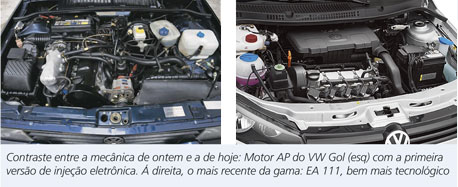
Não se pode dizer que a injeção direta de combustível é o futuro da injeção eletrônica porque o sistema já está entre nós, pelo menos nos carros importados. Também é chover no molhado dizer que o mecânico precisa se tornar cada vez mais mecatrônico para fazer a manutenção das supermáquinas equipadas com esse sistema. É a evolução da indústria automotiva, tão falada e já aplicada principalmente na Europa, que está chegando para tomar conta também do mercado nacional.
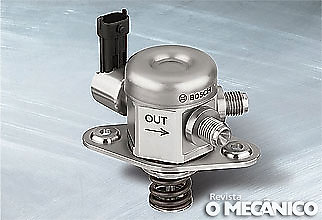
O princípio do sistema de injeção direta de gasolina é praticamente o mesmo dos motores diesel eletrônico, ou seja, muita pressão. “A injeção direta exige altas pressões na linha de combustível para que a combustão seja otimizada, o que se torna possível com a adoção de uma bomba de alta pressão, capaz de comprimir o combustível em até 120 bar”, explica Ricardo Felippe, instrutor técnico do Centro de Treinamento da Bosch, que é fabricante do sistema.
Os benefícios da injeção direta são refletidos na redução de consumo de combustível em até 15% e de uma menor emissão de poluentes na atmosfera. Isso acontece porque o sistema permite otimizar o controle da mistura ar/combustível admitida pelo motor, melhorando ainda o seu desempenho.
Nessa matéria, fizemos um panorama do conceito, funcionamento e dos componentes do sistema FSI (Fuel Stratified Injection – em português: Injeção Estratificada de Combustível), que equipa os carros da Volkswagen e Audi, e mais precisamente nesse caso, o Passat.
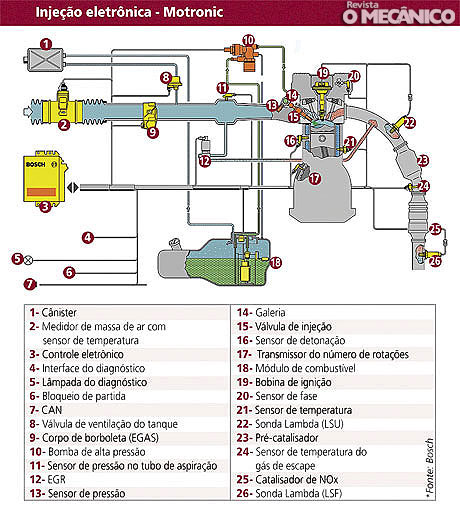
Esse sistema, desenvolvido pela Bosch, é denominado MED Motronic 9.5.10 e tem os injetores posicionados no cabeçote, diretamente sobre os pistões, pulverizando o combustível em quantidades variadas, conforme a necessidade do motor. Este injetor tem o mesmo princípio de funcionamento dos sistemas de injeção indireta, porém com modificações em sua estrutura física para suportar as altas pressões e temperaturas de trabalho.
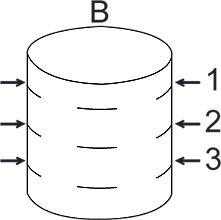
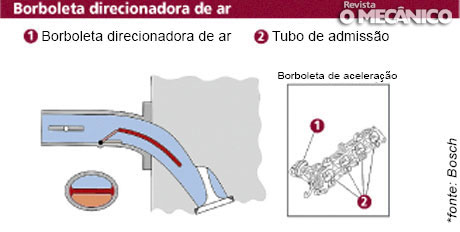
De acordo com a fabricante, a injeção de combustível é processada em sincronismo com o funcionamento do pistão, otimizando a admissão de ar por meio de uma borboleta secundária, que varia a condição de entrada de ar no motor de acordo com a necessidade indicada pelo condutor do motorista. A pressão acumulada na galeria de combustível também é controlada pela unidade de comando que, por meio de uma válvula reguladora localizada na bomba de alta pressão, garante sempre a pressão adequada de trabalho.
O sistema de injeção direta do Passat possui modos de funcionamento diferentes, os principais são conhecidos como injeção estratificada e homogênea. Estes diferentes modos são utilizados pelo sistema de acordo com a necessidade imposta pelo condutor, de acordo com os parâmetros de rotação e carga do veículo.
No caso da injeção estratificada, o regime de trabalho do sistema é baseado em uma mistura pobre, onde a admissão do ar ocorre com a borboleta secundaria acionada, restringindo a entrada de ar, gerando um efeito Venturi, ou seja, uma aceleração da entrada de ar na câmara. A injeção ocorre apenas no final do tempo de compressão, em pequeno volume, garantindo ao sistema máximo desempenho com o mínimo consumo.
No caso da injeção homogênea, o regime de trabalho do sistema utiliza a borboleta secundaria desativada, a que consiste em uma admissão convencional do ar. A injeção ocorre desde o início do tempo de admissão em volume que varia também de acordo com a rotação e carga imposta pelo condutor.
Componentes
1) Unidade de comando eletrônica (UCE): a MED Motronic 9.5.10 incorpora um software para controle e diagnose. O sistema faz a leitura de diversos sensores distribuidos pelo motor, analisa as informações e envia os comandos para os atuadores. Tudo em milésimos de segundos.
2) Módulo de combustível: conjunto da bomba de combustível HPD2, filtro, pré-filtro, regulador de pressão, sensor de nível e unidade de comando, que faz o conjunto funcionar.
3) Unidade de comando eletrônica (UCE) da bomba de combustível: localizada junto ao próprio modulo da bomba de combustível. Essa unidade troca informações com a unidade de comando central, fazendo o controle da vazão e pressão da bomba através da leitura dos sinais PWM (Pulse Width Modulation – modulação da largura do pulso). Isso regula a pressão no circuito de baixa pressão de 0,5 até 5 bar, aumentando para 6 bars em partidas a frio e a quente, para esta medição é utilizado um sensor de baixa pressão localizado próximo ao motor antes da bomba de alta pressão.
4) Sonda lambda de banda larga LSU: Possui a mesma função das sondas lambdas convencionais, ou seja, envia sinais de quantidade de oxigênio para a unidade de comando. Realiza estas medições desde a mistura ideal, também conhecida como lambda l =1, até misturas bastante pobres, que podem variar o fator de 1,5 a 3. Tem como diferenciais a medição mais rápida das variações de nível de oxigênio, conta com resistor calibrado e o elemento sensor planar de dióxido de zircônio com célula dupla e aquecedor integrado, que garantem a medição de mistura rica, pobre e bastante pobre. Tem como característica física cinco fios de um lado e seis do outro.
5) Sonda lambda planar: é a segunda sonda lambda localizada depois do catalisador, tem a função de avaliar/supervisionar o funcionamento do catalisador.
6) Bomba de alta pressão HDP2: Responsável pela geração de alta pressão, localizada em um alojamento específico, com um came de acionamento dedicado, próximo ao cabeçote do motor.
7) Sensor de alta pressão: Quando o sistema está com baixa pressão de combustível, a membrana de aço do sensor é levemente deformada. Alta resistência elétrica = tensão do sinal baixa. Quando o sistema está com alta pressão de combustível, a membrana de aço do sensor é fortemente deformada. Baixa resistência elétrica = tensão do sinal alta.
8) Sensor de baixa pressão: Nas versões iniciais do sistema de injeção direta este sensor estava localizado junto à tubulação de alimentação de combustível, entre a bomba de baixa pressão e a bomba de alta pressão. Nos sistemas modernos, este componente foi substituído por uma atuação eletrônica da UCE, que utiliza outros parâmetros para realizar o cálculo de qual é o regime de trabalho correto da bomba de baixa pressão controlando a pressão que pode variar entre 3 e máximo de 6 bar.
9) Corpo de borboleta: Este sistema conta com dois corpos de borboleta: o principal, que está localizado depois da entrada de ar antes da galeria, e o secundário, que é dividido em um por cilindro e faz o direcionamento do ar, aumentando sua velocidade de entrada e proporcionando o turbilhamento.
10) Bobina de ignição: Do tipo integrada, fica localizada em cima da vela e dispensa o uso de cabos, sendo disposta uma por cada cilindro.
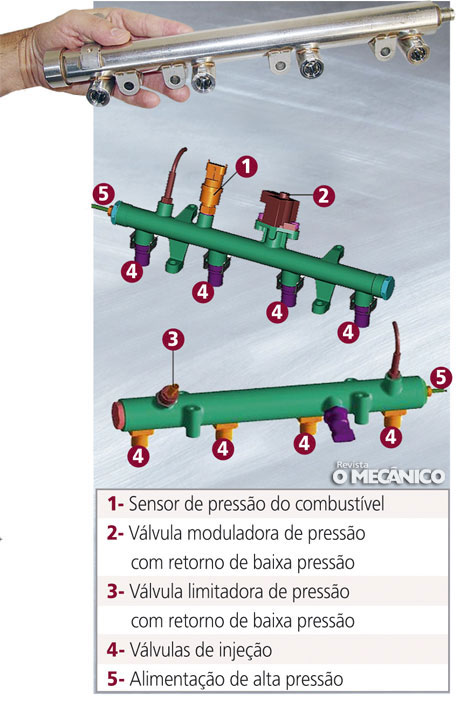
11) Galeria de combustível: Tubulação de metal que abriga os sensores de pressão, a válvula limitadora, a bomba de pressão e as válvulas injetoras. Faz a distribuição do combustível de acordo com o necessário, a partir daí a pressão aumenta até 120 bar e vai para a válvula injetora para fazer a combustão.
12) Válvula limitadora de pressão: Com funcionamento mecânico, o componente fica alojado na galeria para limitar a pressão caso exceda os 120 bar, fazendo a função de uma válvula de segurança.
13) Sensor MAP: Faz a leitura da pressão de ar no coletor de admissão.
14) Sensor de pressão MAP no servo-freio: Faz com que o corpo de borboleta mude de posição quando o carro está parado para ter freio.
15) Válvula de injeção: Funciona com pulso, faz a injeção de combustível direto na câmara de combustão. Na retirada, o anel de vedação da câmara de combustão precisa ser trocado.
Obs: Essa válvula pode ser reparada, para isso a Bosch oferece um kit, composto pelos anéis que precisam ser substituídos. O anel superior e o disco de apoio devem ser analisados para ser remontados. Não é permitido inverter a posição do disco.
Obs: Para fazer o reparo da válvula, utilize as seguintes ferramentas:
– Ferramenta especial com ranhura para extrair a válvula:
Opção A: 986 616 100 Opção B: 0 986 616 101
– Ferramenta para colocar o anel
Capa cônica
Ferramenta para montar e calibrar
Testes com o scanner
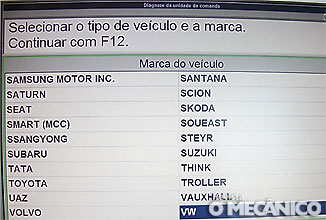
1) Faça a conexão do adaptador do scanner e selecione a marca e modelo do carro, então tecle na opção “gerenciamento de motor” que o sistema vai indicar o modelo da injeção, que no nosso caso MED Motronic 9.5.10. (1A)
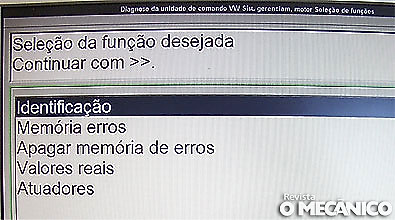
2) Em seguida, o técnico pode selecionar as funções desejadas: identificação – número de unidade de comando, memória de erros, apagar os erros e valores reais (leitura de sensores e atuadores).
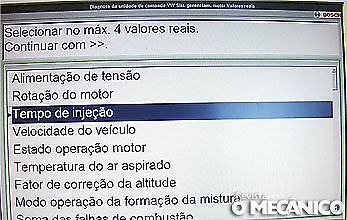
3) Faça a seleção de valores reais para fazer a leitura das funções, com o motor desligado e ligado.
-Tempo de injeção
-Modo operacional de formação da mistura
-Pressão de trabalho
– Mistura homogênea e mistura pobre
Teste com o osciloscópio
1) Para medir sinais de alta frequência da válvula de injeção, válvula reguladora de pressão e outros sensores, use um osciloscópio. Vamos fazer a simulação da medição do sinal de alimentação da válvula reguladora de pressão, cuja escala de tempo é em milisegundos e a escala de tensão em Volts. Conecte as garras do aparelho na bateria e a ponta de prova positiva no chicote da válvula e o negativo à massa.
Posts Relacionados
Nós utilizamos cookies e outras tecnologias semelhantes para melhorar a sua experiência em nossos serviços, personalizar publicidade e recomendar conteúdo de seu interesse. Ao navegar em nossos site, você aceita a política de monitoramento de cookies. Para mais informações, consulte nossa Política de Privacidade.ConcordoPolítica de Privacidade